四.制瓶工艺中改善瓶子耐热性能的措施 (1) 合理设计瓶坯。最优化的瓶坯形状设计有助于改善瓶子的壁厚分布状况,避免在瓶身不同区域产生扭曲或收缩变形; (2) 严格控制注射和拉坯-吹塑工艺参数以及各区域温度分布,避免残余应力在PET玻璃化温度(>750C)下释放而导致瓶子变形; (3) 瓶坯注射冷却时间控制。严格控制瓶坯注射冷却时间,让瓶坯尽早脱模。这样即可缩短成型周期,提高瓶子产量,又可因较高的残余温度而诱发球状结晶。球状结晶的晶体直径极小,仅为0.3~0.7微米,并不影响透明度。 图3 耐热瓶结晶度、容积收缩率与瓶坯注射冷却时间的关系 (4)吹塑模调温技术的运用。通常用热油循环法给吹塑模加温。吹塑模调温共有三种循环:- 瓶身热油循环。将吹塑模加热至1200C~1400C。这样,瓶坯与吹塑模型腔间的温度差减小,促发进一步结晶。延长吹塑保压时间,使瓶壁与型腔长时间接触,有充足时间来提高瓶身结晶度,达到35%左右,但又不牺牲透明度。1000C以下的模温对瓶身结晶度的影响极小,因为,瓶身结晶发生在1000C以上。 图4 耐热瓶结晶度与吹塑模具温度的关系 ——瓶底冷却水循环。瓶子底部保持低温(100C~300C),避免未经拉伸的瓶底部分过度结晶而发白; ——瓶颈调温(选用)。非结晶瓶口部分从注塑模脱模后一直处于完全冷却状态。非结晶瓶口多数采用加强瓶口设计(增加瓶口壁厚),从而改善封口性能,避免压盖过程中瓶口变形。通常,灌装后瓶口椭圆度控制在0.2毫米以内,螺纹外径收缩率低于0.6%。 (5)循环吹气技术。当采用热吹塑模时,如何控制瓶子脱模后变形至关重要。吹塑模开模前吹入空气并排空循环,对瓶身进行冷却并定形,从而控制脱模后的变形量。循环冷却空气的进气通过与初吹、二次吹相同的通道,但从拉坯杆头部小孔经拉坯杆内排气。循环吹气时间约为0.5~2秒。因此,耐热瓶制瓶机的高压空气消耗量比普通瓶制瓶机高得多。 随着实践经验的进一步丰富,热灌装瓶生产技术也正在突飞猛进地发展。主要的发展趋势包括在不降低灌装温度的前提下瓶子重量的不断减轻,非结晶瓶口的广泛运用等。迎合环保概念,外观时尚简洁的新瓶型正在越来越多地受到消费者的青睐。 (作者/杭州娃哈哈集团有限公司 邵金荣)来源:<中国包装>
相关资讯
-
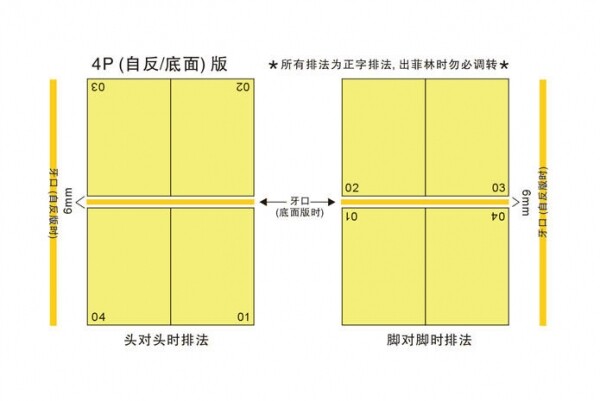
拼版是指将要印刷的页面按其折页方式按页码顺序排列在一起,其大小由印刷幅面及印刷纸张的大小来定。拼版可分为:零件的拼版和书刊的拼版两种。那印刷厂拼版印刷对印版方向有哪些要求呢? 一、拼版印刷的方向要求 不论是用单版还是用多版印刷,首先应明确拼色图案…
2025/4/27 7:28:19
-
要实现快速换单,先从自动挂版开始 挂版是印刷换单过程中必不可少的环节。有些人认为挂版是一件简单的事,殊不知就这么一件“小事”,如果不注意细节也是会对印刷效率和品质造成很大影响的。如今,部分大型纸箱厂已开始使用智能化自动挂版设备以提升印刷效率和品质。 …
2025/4/26 8:02:30
-
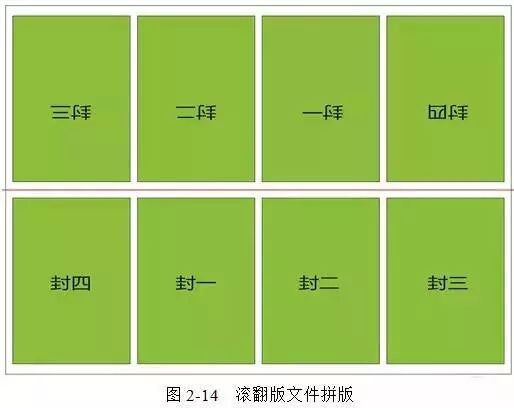
本文主要为大家讲解印刷翻版和印刷拼版相关知识点希望大家能有所收获。 一、印刷翻版类型 大多设计作品都需双面印刷。一张纸印完一面还得印另一面,就需要翻面,在印刷上就要做翻版。印刷中根据印版内容和翻版方向,将翻版分为3种。 1、正反版印刷 正反版印刷…
2025/3/30 10:15:47
-
食品外包装印有消防宣传标语,负责人成为消防公益代言人。近日,在娄底新化县,这一创新举措引发市民点赞。新化县消防大队负责人表示:“今年4月份以来,新化县开展了‘全民消防我行动’大型公益活动,湖南前进食品股份有限公司董事长罗教孟成为消防公益代言人,首批具有消防宣…
2018/7/10 12:21:45


共有 网友评论