朱有盛 (福建越秀邵武制浆造纸有限公司,福建 邵武 354014)关键词:软辊压光机;结构;技术参数;整饰 福建越秀邵武制浆造纸有限公司于1999年6月新建的2640生产线,配备从英国Hunt & Moscrop公司引进的软辊压光机。试产期间的纸种为双面胶版纸,纸页经压光后平滑度达85~95s,两面差≤15%,纸页紧度均匀,强度好,油墨在全幅上的吸收均匀一致。1 软辊压光的作用原理 压区由一根可加热调温的铸铁辊和一根可通过控制内部油压、改变中高的软辊组成。因弹性辊面的变形使压区形成面接触,纸页表面受到温和的处理,所以纸页整饰均匀,松厚度好。由于压区宽(达5~8mm),纸页在压区的停留时间长,同时受到高温硬辊的熨烫作用,纤维变得柔软可塑,从而使纸面获得满意的整饰。 软辊压光对纸页的匀度和定量具有更强的适应性,弹性软辊能使厚区和薄区均得到良好的整饰。2 软辊压光机的结构(见图1) 图1 软辊压光机的结构1-硬辊刮刀装置 2-硬辊 3-弧形辊 4-压区护板 5-软辊6-软辊传动装置 7-辊边吹风置 8-液压缸 9-红外线温度探测仪2.1 压区构成 该压光机有两个压区,一压上辊和二压下辊为可控温度铸铁辊,辊径580mm,辊内沿圆周有若干轴向通道,以通热水加热辊面(最高温度为120℃)。硬辊具有硬度高,表面光滑,导热性好和热变形小的特点。一压下辊和二压上辊为软辊,辊径450mm(如图2),软辊由芯轴和辊壳组成。辊壳上包有厚度为11.5mm的弹性材料,芯轴与辊壳间的两根密封条将压力油腔与回流油腔隔离,通过调节辊内的油压力,可使辊子获得理想的中高度。压力油是通过传动侧轴头上的进、出油孔在辊内进行循环的。运行时辊轴固定不动,辊壳由电机通过齿型皮带驱动。辊面材料必须具备耐热、耐压、耐磨和弹性好的特点。 纸页经过这样布置的两个压区的整饰后,正、反两面均得到良好处理,有效消除了两面差,提高成纸质量。 2.2 舒展辊、张力辊 纸页进入两压区之前,分别经过一根弧形辊舒展纸幅,避免产生皱折。实际运行表明,当弧形辊所在的平面与纸幅所在的平面形成的夹角为32~35°时,舒展效果最好。 两压区之间的张力辊能有效控制纸幅张力,减少压光断头。 2.3 压区护板 压区前分别安装了一对护板,在闭合压区时,要求两护板之间的距离应小于9mm,以防止异物进入压区,保证设备及人身安全。 图2 软辊的构造1-芯轴 2-辊壳 3-轴承 4-端面密封座5-条形密封 6-进油孔 7-排油孔2.4 硬辊刮刀 为除去硬辊表面的纸屑、杂物,两根硬辊均有刮刀装置,通过气控机构调节刮刀线压并使之往复摆动。2.5 传动装置 硬辊和软辊均由单独的电机传动。可轴向伸缩的万向联轴节能保证辊子在闭合过程保持稳定的运行速度,在压区闭合前,要求两根辊的表面线速度差必须小于0.5%,否则,系统将拒绝闭合。 2.6 液压系统 分压区加压液压站和软辊辊内压力油液压站。 为确保压光机正常运转,两个液压站均设置有油温调节系统和油位报警、流量报警、油温报警等。 2.7 硬辊温度控制系统 该系统保证硬辊温度的波动可控制在±0.5℃范围内。如辊面温度过低,自动启动接有1.0MPa蒸汽的加热装置加热循环水,以提高硬辊温度。如辊面温度过高,则启动接有以常温清水(要求水温在15~23℃)为冷却剂的冷却器来降低循环水温度,以降低硬辊温度,硬辊的加热速度不得超过2℃/min,否则,将因强烈的应力作用导致硬辊损坏。任何时候都不能将冷水直接泼在硬辊上。 为防止循环水沸腾,自动补水装置的气泵将使系统保持恒定的压力并及时补充因泄漏而损失的循环水。为避免系统结垢,循环水应是不含钙、镁离子的软化水。 2.8 软辊辊面温度控制系统 由鼓风机、空气换热器、红外线温度探测仪和辊边吹风嘴等组成。压光机在运行时,由于硬辊的热量不断被纸页带走,而压区两端没有纸页通过,势必造成两端温度高于中间温度,这将严重影响软辊弹性材料的使用寿命。因此,在软辊的两端及中间位置上分别安装了4个红外线温度探测仪,以监视辊面温度情况。当辊面温差≥5℃时,辊子两端的吹风嘴打开开始吹风,直至温差为零。当辊面温差≥20℃时,则线压降至7.8kN/m,若2min内温度降不下来,辊子自动分离。当辊面温差>30℃时,辊子立即分离。3 软辊压光机的操作系统 为确保压光机按操作者设定的参数运行,采用PLC可编程序控制器,增强控制的准确性和可靠性。同时,设置了完善的保护程序,如出现以下情况,辊子将自动分离。 (1)紧急停机按钮被按下,辊子在0.4s内分离。 (2)驱动停止。 (3)辊子提升机构出现故障。 (4)纸页在压光机上或压光机前断头(配有光电断纸检测装置)。 (5)软辊与硬辊的表面速度不同步(设定速差≤5/1000)。 (6)液压系统出现故障,如油位低、流量低等。 (7)软辊辊面温差大于设定值。4 主要技术参数 (1)硬辊:直径φ580mm,宽2930mm,表面硬度530~460vicrers硬度,最高辊面温度120℃。 (2)软辊:直径φ450mm,宽2720mm,表面硬度90~91肖氏硬度。 (3)纸页幅宽:2660~2700mm (4)运行速度:最大500m/min (5)线压:最大154.8kN/m (6)正常加速/减速:0.167m/s 快速加速:1.11m/s (7)技术性能:当纸页水分≥5%,加填量≥12%,压光前平滑度≥20s,则压光后平滑度达100s,两面差≤20%。5 影响软辊压光机整饰效果的因素 福建越秀邵武制浆造纸有限公司从英国Hunt & Moscrop公司引进的软辊压光机 从生产运行情况看,要使纸页获得满意的整饰效果,在软辊压光机的生产操作过程中,必须控制好以下几点:5.1 设定合适的硬辊温度。硬辊温度越高,对纸页纤维的塑化作用就越好,从而有效提高压光整饰效果。5.2 选择恰当的压区线压。由于软辊压光机的压区宽,可以承受较高的线压力,而随着压区线压的提高,纸页经压光后的平滑度就越好。5.3 精确调节压区线压与软辊内油压的比例关系,以使在不同负荷状态下,均能得到良好的挠度补偿,使纸页在全幅上受压均匀。5.4 调整好压区两侧液压缸的油压,保证压区两侧压力一致。 5.5 为有效消除两面差,应根据纸页正反面的粗糙度情况,灵活调整两个压区的线压和硬辊温度,以达到最佳的效果。 此外,进入压光机前纸页的匀度、定量、水分、填料含量和两面差等,也在不同程度上影响压光整饰效果。
相关资讯
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
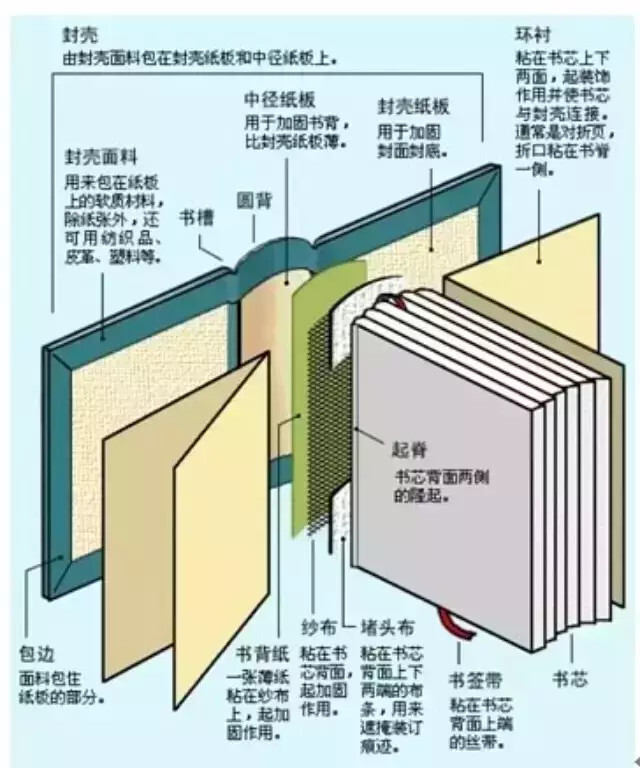
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51
-
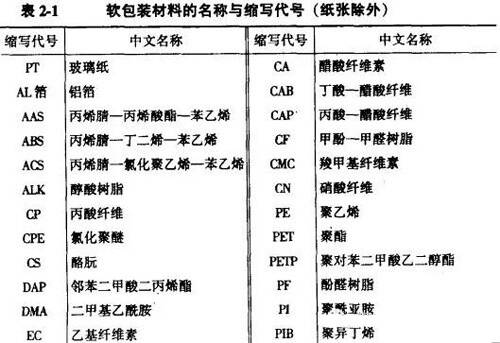
一组图囊括印刷包装材料及工艺知识,需要的小伙伴赶紧收藏吧!
2025/6/16 7:48:39


共有 网友评论