书封壳加工 1.工艺流程 涂胶—>粘封面—>包边角—>压平—>压痕(仅用于装饰)—>烫印—>上拉链 2.加工要点 (1)书封壳的四边要黏结牢固,不允许有松、泡,皱褶等现象。 (2)书封壳的表面与4个圆角要平服整齐,保证圆角部位不出棱角。 (3)书封壳四边的包边大小要一致,将包边宽度确定为15mm,标准要求包边宽在12—16mm的范围内。 (4)书封壳的每个圆角打6个褶,理论上要求其不少于5个,且4个圆角的圆角打褶数量要一致。 (5)书封壳加工之前应做好上拉链的准备工作。 (6)书封壳加工完成后,拉链的牙不允许与书芯的三面切口接触,避免损坏滚金口。套合加工 1.工艺流程 一般精装书的套合加工工艺流程:涂布中缝胶黏剂一套壳一压槽定型一扫衬一压平 2.加工要点 (1)三边飘口要一致,开本尺寸为32开的标准飘口宽度为(3±0.5)mm。 (2)套壳操作完成后要立即进行压槽,因为胶黏剂尚未干燥时的定型效果最好。 (3)扫衬时胶黏剂的用量应尽量少而匀,涂抹时不溢,不花且无漏涂现象。(4)压槽后的槽线要平直、无皱褶、无破裂,压痕清晰,平整。常见质量问题 1.书背松动 故障原因:书芯、书背加工的不紧实。 解决方法:使书芯、书背更紧实;正确选择胶黏剂。 2.滚金口无光泽 故障原因:烫印材料的选择不当;三面切口不够光滑;烫印温度过高。 解决方法:选择正确烫印材料;使三面切口光滑;降低烫印温度。 3. 滚金口掉金 故障原因:烫印材料与被烫物不符合;电化铝胶层质量较差;烫印温度过低、烫印压力过小;烫印材料无助黏料;三面切口上附着的粉尘过多;人为使用不当。 解决方法:正确使用电化铝等烫印材料;重新调整烫印温度和烫印压力;使用电化铝前先检查,有问题及时更换;烫印材料无胶黏层时要添加助黏料;在三磨加工过程中及时清除残留的粉尘;阅读者要注意保护书籍。 4.三面切口煳边 故障原因:由于三面切口已经非常光洁,打磨过程中温度很容易升高,导致三面切口煳边。 解决方法:调整砂轮施加给三面切口的压力,调整打磨时间、工作行程、环境温度以及砂轮的速度,合理选择砂轮的种类等。 5.标识张冠李戴 故障原因:标识相互错位;标识贴到下一面;标识贴到上一面。 解决方法:找出拇指索引标识在书页中的正确页码。 6. 标识超出前口或露白边 故障原因:拇指索引标识的粘贴位置不准确以及操作人员的经验不足。 7. 拇指索引孔的切口呈梯形 故障原因:书背松动以及操作人员的经验不足。 8 .环衬纸出现皱褶 故障原因:环衬纸和胶黏剂质量低劣;压平机施加的压力过大;环衬吸潮;扫衬时人为操作失误。 解决方法:选用优质、适当的环衬纸和胶黏剂;调整压平机的压力;涂抹胶黏剂后在环衬二和环衬三之间加入一张覆膜垫纸(膜面朝向书芯,纸面朝向书封壳),并妥善控制书籍存储环境的温、湿度;规范操作纪律,提高员工的工作责任心。 从专业技术角度来讲,魏爱勇先生认为,鉴别一本精装书装订质量的优劣要做到“三看”:看三边飘口是否一致,看书脊与书背是否服帖,看堵头布黏结是否牢固,虽然这些并不构成对消费者阅读的直接影响,甚至被消费者所忽视,但这些质量问题的根本解决印证着国内精装工艺的总体水平。
相关资讯
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
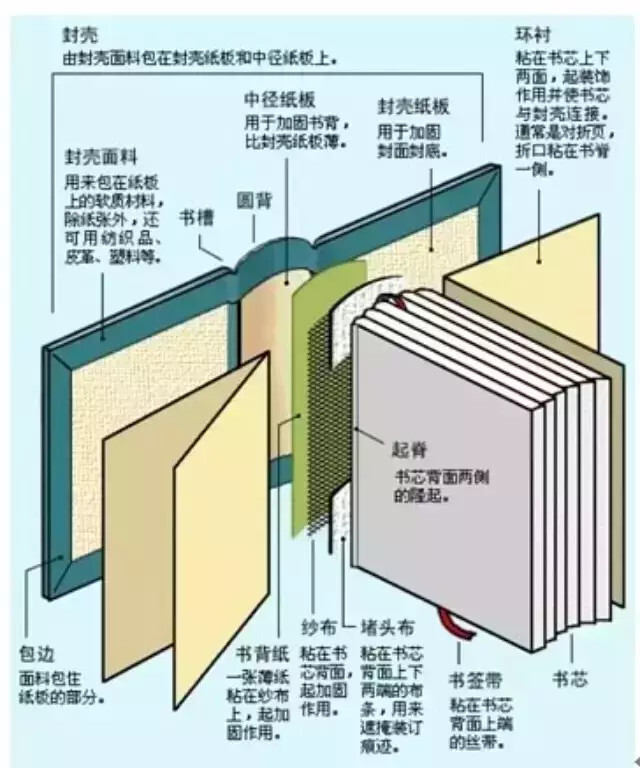
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51
-
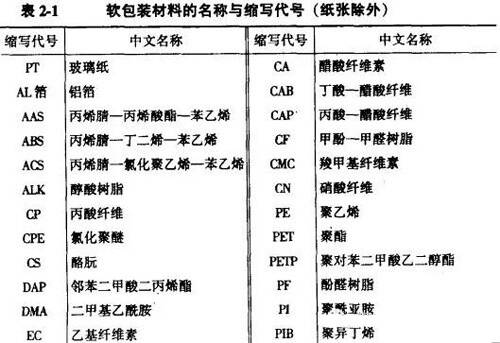
一组图囊括印刷包装材料及工艺知识,需要的小伙伴赶紧收藏吧!
2025/6/16 7:48:39


共有 网友评论