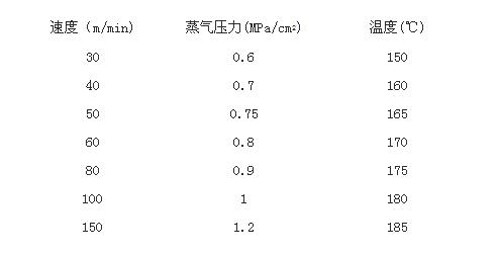
众所周知,轮轮胶印机是由供纸、印刷、折页三部分组成,其中折页机可按折页方式滚裁式折页和冲击式折页两种。 下面对一般轮转胶鲷机在折页过程中发生的故障现象及其原因作一分析并提出相应的处理方法。 一、纸带纵折时,两不齐或在三角板上运行不平稳 原因: 1、卷筒纸轴向未被正确定位; 2、纸带驱动辊上的压纸轮压力不均匀; 3、析页夹辊设定太松驰; 4、三角板与柢带驱动辊平平等、歪斜。 处理: 1、正确设定卷筒纸轴向位置; 2、调整每个压纸轮压力使其均匀一致; 3、重新设定折页夹辊间隙; 4、调整三角板使其与纸带驱动辊平行。 注意:由于印刷机安装好之后,折面三角板已设定好,很少需要作调节,因此在对三角板重新调整之前,一定要检查和排队其他可能出现的故障。 二、纵折折缝处出现皱纹或沿纵折方向出现皱纹 原因: 1、折页夹辊设定太松弛; 2、过量给纸(原因可能是由于过量的油墨或其他相关的因素引起橡胶辊发粘所致); 3、折页三角板角度以设定过大; 4、三角板与纸带驱动辊不平行、歪斜。 处理: 1、重新设定折页夹辊间隙; 2、减少供墨量擦洗构胶辊; 3、重新设定折页三角板角度; 4、调整三角板使其与纸带驱动辊平行。 三、三角板鼻尖处出现斯裂或裂纹 原因: 1、导纸辊、折页夹辊设定太紧; 2、折页三角板角度设定过小。 处理: 1、重新设定导纸辊、折页夹辊间隙; 2、重新设定折页三角板角度。 四、纵切纸边起毛或纵切不畅有撕裂现象 原因: 1、纵切切纸恨片(圆刀处)钝化或有断裂口; 2、圆刀片不是正确地设定在驱动辊槽口中。 处理: 1、更换纵切切纸刀片(即圆刀片); 2、重新设定圆刀片在驱动辊槽口中的位置。 五、横切位置不对,出现报头位置不合要求或半张成品 原因: 1、调节辊(对纸辊)调节位置不对; 2、穿纸路线出现错误。 处理: 1、调节对辊,改变根头的折页位置; 2、改变穿纸路线。 六、过量的叼针撕裂——书贴针眼拉破 原因: 1、滚筒上的叼针钝化、弯曲或断裂; 2、控制叼针的凸轮设定不正确; 3、折页夹辊设定太松弛; 4、控制可移动叼牙的凸轮设定不正确; 5、与析刀相对应的一副叼牙设定不正确。 处理: 1、修复或更换滚筒上的叼针; 2、重新设定控制叼针的凸轮位置; 3、重新设定折页夹辊间隙; 4、重新设定可移动叼牙的凸轮位置; 5、重新设定折刀与叼牙的相对位置。七、纸张的横向裁切边不齐,起毛或有撕裂现象 原因: 1、裁切橡皮条磨损; 2、裁切刀片钝化或有裂口; 3、刀片杆衬垫弹簧的弹性不足,导致动作不灵活; 4、刀片杆杆衬垫弹簧损导致衬垫不能复位。 处理: 1、更换裁切橡皮条; 2、更换裁切刀片; 3、更换刀片杆衬垫弹簧; 4、垫平或更换刀片杆半垫弹簧。 八、纸张裁不断 原因: 1、裁切刀太低; 2、裁切刀垫或橡皮垫磨损; 3、裁切刀片磨损或不锋利; 4、裁刀架下刀片衬垫弹簧弹性不足,回复无力,导致裁刀裁切纸带时,不是在纸带张紧状态下进行。 处理: 1、调高裁切刀片; 2、更换裁切刀衬垫或裁切橡皮条; 3、更换裁切刀片; 4、更换刀片衬垫弹簧。 九、八开或三十二开双联折帖折缝歪斜 原因: 1、一折滚筒的折刀刃口与滚筒中心线不平行; 2、二折滚筒的折刀刃口与滚筒中心线水平行; 3、折页夹板对折幅的夹紧力不一致。 处理: 1、调整一折滚筒的折刀刃口位置,使之与滚筒中心线平行; 2、调整二折滚筒的折刀刃口位置,使之与滚筒中心线平等; 3、调整夹板,使夹紧力一致。 十、八开或三十二开双联折帖折缝不在中间 原因:八开或三十二开折折刀位置不对。 处理:调整八开或三十二开折刀在滚筒槽内的位置。 十一、八开或三十二开双联折帖甩纸 原因: 1、折刀与夹板位置不对; 2、折刀与夹板不平行; 3、折刀太低。 处理: 1、调整折刀与夹板的相对位置; 2、调整折刀与夹板使它们平行; 3、调高折刀。 十二、十六开折帖折缝不在中间 原因:十六开折刀不在八开折帖的中间。 处理:前后调整十六开机架或十六开折刀架至正确位置。 十三、 十六开折帖折缝歪斜 原因: 1、析页毛刷刷子的压了不均匀; 2、十六开折页输送带定位不良,压力不均匀; 3、十六开折页止挡规与折刀不垂直。 处理: 1、调整折页毛刷刷子的压力,使压力均匀; 2、调整输送带,确保松紧一致,压力均匀; 3、高调整止挡规挡纸平面使其与折刀垂直。 十四、十六开折帖背不实 原因: 1、十六开折页辊镶条位置设定不良; 2、十六开折页辊压力不够。 处理: 1、改变折页辊与十六开折刀的关系,使十六开折背刚好在镶条位置上; 2、调整弹簧或气缸使折页辊有足够的压力。 当然,对于不同的折页机要作具体的分析和处理,以上分析只能作为参考。
相关资讯
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
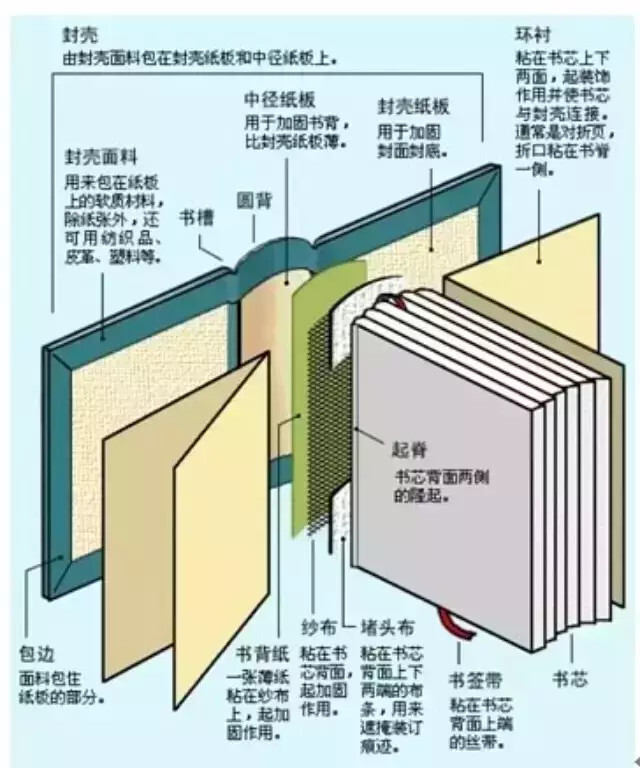
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51


共有 网友评论