为减少纸屑,可把刀盘调整为稍斜面正铣方向,铣背刀与夹书器底边间隙为1.3毫米,反向为1.9毫米,调好斜度扣,调铣槽刀(正铣)与夹书器底边为0.05-0.10毫米。铣出的槽正铣槽深为0.1-1.2毫米,反铣深为0.5-0.6毫米。这样铣后的书稍有纸边,便不影响包书质量和强度。在操作中要特别注意保持铣刀锋利,减轻铣削阴力,保证铣槽深度一致。 单书夹胶订机铣书北、槽的结构与胶订联动机相同,但机器的配合精度及调整存在一定问题须改进。 (1)铣背刀与刀托板的调整间隙不得大于0.15-0.30毫米,相配合的铣刀口可焊接上硬质合金。 (2)铣槽刀改硬质合金型刀口槽与刀的配合间隙每边约0.10毫米,要特另注意原有的铣刀圆柄加工上定向用紧固平面,防止刀头变侠。 (3)将整个铣刀机构总成(以铣刀盘平面为准)与夹书器底边调至斜面(铣槽刀不反铣为准),使铣出的槽是单方向的,提高铣槽质量,减少铣刀二次磨损。 经试验,要达到胶订书要求的初拉强度和书页的粘结强度,槽的间距为3—5毫米,槽的深度1.0-1.5毫米(圆盘机最深达到1.0-1.2毫米),槽的形状为^型,其角充约为60度,刀尖稍圆弧约为RO.15毫米(有利于灌胶及啬书页的抗拉力)。另外,要注意清理书背纸屑毛刷的使用。联动机毛刷工侠要注意始终保持良好的工作状态。现在圆盘机上的毛刷,基本上都没起到清理纸屑的作用。必须改进。可在刀盘防护罩右外侧加上一个短硬毛刷(把二次平台板去掉一块刷子面可放宽),书背从刷面上通过(书背与刷面有一定压力),最大限度地把纸屑清理掉。 为确保铣书背、铣槽质量,要始终保持槽的深度和间距。为此,我们的措施是:要求各厂在每台胶订机上加工两本铣背、铣醋的标准样本,经认可后,退回到机器上一本,作为操作机器,调整机器永久的标准参照样,同进把铣书背、铣槽的质量作为质检的抽检内容,并以此为对照样。 三、热熔胶使用温度与书的粘接强度 从大亘的退书和试验中发现,胶的使用温度与胶层厚薄、胶的粘度(衡稠度)密切相关。胶的粘度指标比胶的强度更重要,热熔胶的特性是温度越高,胶的粘度越低,流动性越好,对书页的渗 透性越强,当胶液与书页融合一体的时候,书本才达到最大抗拉强度。 由于热熔胶的上述特性,书背胶层的厚薄也随温度变化而变化。在操作中要求必须把胶的温度控制好,以预熔的方式补允胶量。联动机预熔胶锅虽然大,但加胶要要少加,勤加,保持温度稳定。 调节书背胶层厚度时,要在机器正常运转达到偏上限温度时测定胶层厚度,如果在偏低温时测定胶层厚度,当温度升高后就达不到要求的胶层厚度。 热熔胶的使用温度不能超出生产厂家提供的温度范围。我们对6种热熔胶48小时170摄氏度老化试验的结果表明:质量好的热熔胶,胶的颜色、粘度、拉伸强度变化很小;质量差的胶则颜色变深,表面结焦皮形成不熔物,粘度增高。质量好(热稳定性好)的热熔胶,使用温度(根据气温变化)可以按使用范围中的中限或上限温度值,温度宁高勿低。在操作中必须把温度控制在最小波动范围内,对于控制是灵敏度低的温控器要及时更换,MY-01B数字测温表,测量范围为50—300摄氏度)作为正常生产时对胶温和温控器的监控及冬季书页和环境温度的测定。经过对多台胶订机测试,发现胶锅实际温度与温控器显示误差少则十几度,多则几十度,预熔胶锅误差达70摄氏度之多。特别注意冬季书页存放在低温处时,必须提前运进车间,待书页适应车间温度时才能使用。否则,书页温度低会影响胶的渗透性。 四、交订工艺的配套措施 整个“印前、印刷”过程中的经济效益,最终要靠装订出成品来体现,各工序的质量,工艺必须服从于装订的工艺要求,才能发挥胶订工艺的最大效益。为此,我们采取了以下措施。 1、针对胶订书芯长,封面短造成的拖胶和大量停机问题,改变了长期沿用的纸张幅面尺寸,封面纸从880毫米改成890+2-0毫米,787毫米改成795+2-0毫米。卷筒纸幅面将880毫米改成875+0-2毫米,787毫米改成780+0-2毫米,这样配套后封面长出书芯3毫米左右,解决了拖胶的问题。 2、提高了封面用纸档次,改用全木浆纸,保证了印刷和封面的裁切精度。 3、封面裁切精度直接关系到胶订产品的质量和经济效益。现行的工艺操作,封面裁切后,无法检查哪些规矩行,哪些不能用,只有等胶订机出成品后,才能随机把书脊字偏的往外挑,造成很大的浪费。为此,我们设计了封面拼版台纸,在每个封面的断裁处,做了0.6毫米的裁切线,粗线两端的0.10毫米线头是裁切对刀中心线(粗细线只做在黑版上),凡能裁切到黑线的在纸边端面上有黑边标记,凡没有标记的,就是不规矩的,可预先挑出来单独处理。另外,台纸边上有6条0.10毫米延伸到印刷纸边的线(只做在黑版上),一是用来检验印刷过程中的推拉规矩是否准确一致,把不规矩的封面挑出来单独处理。要特别注意裁纸刀上下刀误的调整,裁切量必须减少,不能超过半令纸,要精心操作。经实际使用效果良好,减少了返工浪费损失。 4、印寺面的白纸裁切,必须严格控制裁切垂直角,这是整个封面印刷、裁切精度的基础,也是最关键的。我们引进的9台德国波拉切纸机专门来裁切封面白纸和封面。 5、制定了《山东省出版总社平装书刊热熔胶订工艺要求及检测方法》作为胶订的工艺标准,做到规范管理,使胶订工艺、产品质量日趋完善,并进一步推广普及。
相关资讯
-
对于印刷油墨,我们也有自己的认识: 【要点1】ISO 12647 平版四色油墨标准… 【要点2】油墨一般特性检验与指标… 1. 厂牌/ 型号/ 颜色 2. 生产日期/ 存储期 3. 保质期限 4. 包装外观 5. 重量 ( 扣除铁罐重量) 6. 破损/ 变形 …
2025/4/30 7:38:29
-
随着瓦楞纸品包装行业技术的不断进步发展,越来越多的客户对瓦楞纸箱的印刷效果提出了更高的要求,从最开始简单的一色、二色、三色,发展到应用广泛的四色、五色等叠印套色,再到目前的六色、七色、甚至八色的高清水墨彩印技术。针对这些印刷色组的增多,除了美化了纸箱包…
2025/4/28 7:52:21
-
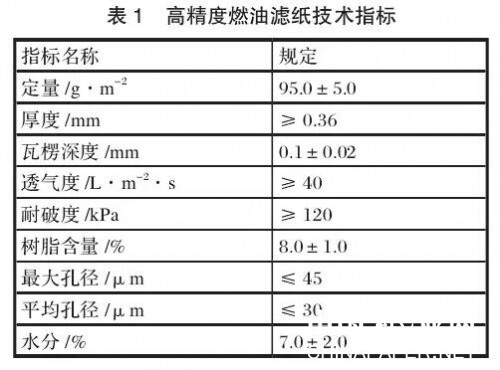
一般的燃油滤清器采用星形滤纸折叠结构,在这类燃油滤清器内部,折叠的滤纸和塑料或金属滤清器的两端连接,污油进入后,由滤清器外壁经过层层滤纸过滤后到达中心,洁净的燃油流出。这种滤纸一般采用瓦楞型燃油滤纸。 更高端的发动机则采用高精度滤纸,螺旋式燃油过滤器…
2025/4/24 8:06:11
-
2016年“3•15”质检活动首次提出了解决开胶散页问题的“一提高”要求。针对出版物质量管理的“痛点”:开胶散页问题,总局发挥了协作优势,组织专项攻关,进行了原因分析,编写了解决方案,效果显著。 据抽查结果显示,不合格品中“开胶散页”问题大幅下降,比上一年…
2025/4/24 8:05:09



共有 网友评论