单张纸胶印机在使用几年后,由于各机件都有不同程度的磨损(特别是几个开牙凸轮、凸块、牙垫和牙座,使得产品在印刷中纸张的交接不能正常进行。其主要故障表现在纸张的叼口边被撕破,使得套印第二色时不能正常进行,严重影响了产品的质量。怎样才能排除此故障呢?下面将我个人一些不成熟的经验谈一谈,供同行参考。 在正常印刷的过程中,如发现有纸张叼口边撕破的现象,首先应该寻找发生故障的原因,仔细检查纸张撕破的情况,一般来说叼口边撕破不外乎3种现象: ①纸张叼口边被连续撕破,且位置不变。此现象一般出在递纸牙和滚筒牙的交接不正确或递纸牙和滚筒大牙调整不当。 ②纸张叼口边不是每一张都被撕破,而是中间间隔几张末被撕破的纸张,且是有规律性的,此现象一般出在收纸牙排上。 ③纸张叼口边的破口时大时小、时好时破、没有规律性,此现象一放出在输纸机调整不正常或前规高低调整不当。现将三种故障发生的原因和排除的方法分析如下: 1.纸张叼口边被连续撕破,且位置一直不变。如发生此故障,我们就要在递纸牙和滚筒大牙上找原因。 ①开慢车仔细观察递纸牙和滚筒大牙交接纸张的过程,看是否是由于递纸牙张牙时间慢或张牙开度不够,造成纸边撕破。解决的方法:检查递纸牙的张牙凸块是否磨损,如磨损需进行补焊或更换新件,并进行仔细调整。要求是当递纸牙将纸张递给压印滚筒大牙时,递纸牙和滚筒大牙同时控制纸张的距离不得大于3mm,一般以2mm为宜。 ②由于滚筒大牙牙座被顶丝顶成圆坑,造成滚筒大牙张牙开度不够,当递纸牙与滚筒大牙交接纸张时,纸边碰到滚筒牙上而撕破。解决的方法:如只有一只或几只牙座被顶丝顶坏,可在机上进行补焊,如顶坏的较多则需取下更换新件。 ③滚筒牙的牙座轴与滑轮架的连接处松动,造成滚筒大牙张牙时间慢或张牙开度不够而将纸边撕破。解决的方法:先检查连接处的销钉是松动还是被切断,如只是松动可重新销紧,如是被切断需要更换新销钉。 ④递纸牙的牙垫同压印滚筒的边距离调整不当,距离太近使递纸牙的牙垫同压印滚筒边相蹭,造成纸边撕破,距离太远使压印滚筒叼纸时将纸边撕破。解决的方法:仔细调整递纸牙牙垫同压印滚筒边的距离,一般二者之间的距离调整到0.5mm为宜(卡版纸印刷时应为纸张厚度的二至三倍)。 ⑤收纸牙的开牙凸块磨损,收纸牙开牙时间减慢,开牙距离太小造成纸张撕破。解决的方法:取下开牙凸块用电焊补焊或更换新件。 2.纸张叼口边有规律的被撕破,而且中间间隔的张数刚好是收纸牙排的数。这种情况一般都是由收纸牙排调整不当引起的。解决的方法:开慢车仔细观察收纸牙排每一颗牙的张度是否一致.然后调整,再开车试走纸看是否还有撕纸现象。 3.纸张叼口边无规律破纸,,且破口时宽时窄,此现象一般是由于输纸机或前规调整不当引起的,应在输纸机上找原因。 ①仔细观察输纸机的布带松紧是否一致。 ②开车运转看输纸线带轮是否都能灵活转动。 ③开慢车看纸张到达前规的时间是否合适(一般要求是当前规到达接纸位时,纸边距前规还有8~10mm的距离为宜)、如不合适需调整。 ④仔细检查前规的高低是否符合要求(一般要求是当前规到达接纸位置时,刚好能放进所印纸张的三张纸,且拉动时略有阻力为宜)……
相关资讯
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
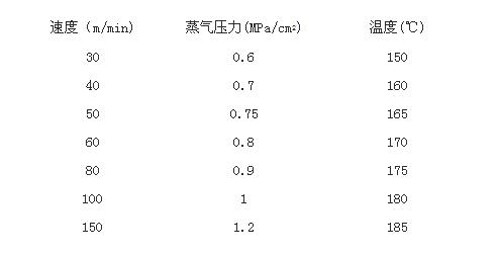
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
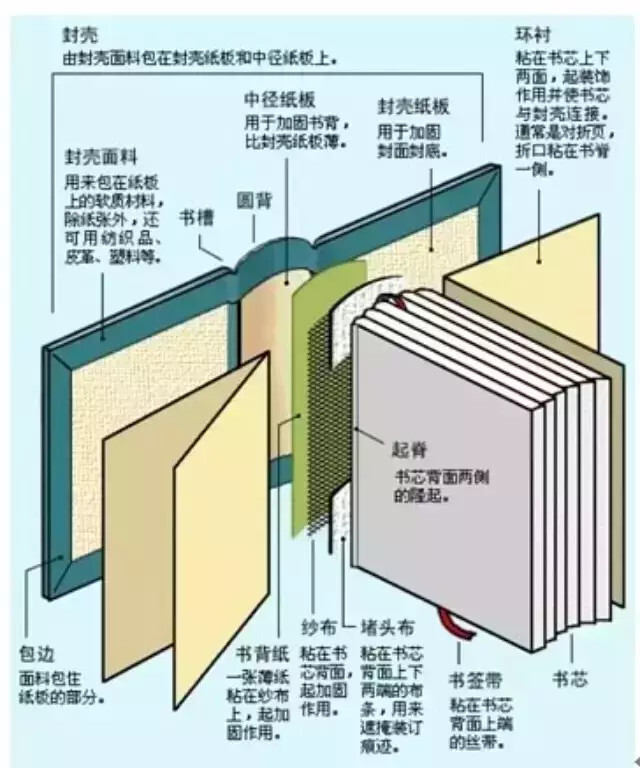
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51


共有 网友评论