故障1 纸张到达前规,整台机器停机 分析:此故障主要是纸未走好及光孔未调整好造成的。 故障原因1:纸张到达前规时间过早或过晚。 排除方法:点动机器使纸张走到前规处,查看前规回程定位并下落至最低点时,纸张距前规距离是否为4~5mm。如未到5mm,则走纸过慢;反之则走纸过快。可松开操作面两个?13mm螺母,借助法兰盘调至标准位置。 故障原因2:如纸未走到位,可能是前规处光控检测头动作有误。 排除方法:点动机器到前规上摆至定位处后,在前规处放上一张正方形纸,并轻轻推至靠住前规处,此时前规处光控检测头的两个光电显示灯应亮。如有一个不亮则说明有一边超前,造成未走到的假象,可顺时针旋转调节螺钉至显示灯亮,再转进1~2圈即可。 故障原因3:如若发现两个光电显示灯时亮时不亮或较暗,则可能是光眼上有纸毛等杂质遮住,致使光电检测出错。 排除方法:用柔软的布蘸酒精轻擦干净即可。 故障原因4:摆动牙开牙过小造成。可点动机器查看,当发现摆动牙下摆至快叼纸时把纸张弹回,则判断是摆动牙造成。 排除方法:点动机器至递纸牙到输纸台板上将叼纸的位置,此时可用90°直角规测牙垫与输纸板90°位置,用?13mm套筒扳手套住牙轴开牙螺母(操作面),用1mm的螺片塞进牙齿上,再用3mm内六角扳手调整调节螺母,以拉出时的手感有少许阻力为准。 故障原因5:走纸歪斜或纸张毛边,造成停机。 排除方法:此时可调节飞达及走纸杆,使两边快慢一致即可。 故障2 纸张侧规处拉不到位 故障原因1:由于二手机使用时间较长,特别是靠身拉规条磨损严重,造成拉规板顶住下台板而拉规球碰不到拉条。 排除方法;此时可松开拉规条上两个中5mm的紧固螺母,将拉规条取下,用0.1mm的钢片(具体视磨损程度而定)做成与拉规条一致形状,并把它紧固在原拉条下面.加适量润滑油紧上即可,经使用效果良好。 故障原因2:拉规板起落靠山磨损严重,造成拉纸起落不干脆,也易引起走纸不到位。 排除方法:可拆下拉规板,并在原磨损靠山处加焊1mm厚度,并装于原位即可。 故障原因3:侧规拉簧压力过小。 排除方法:顺时针拧紧即可。 故障原因4:拉规球偏心调得过高。 排除方法:转动调至合适即可。 故障原因5:印刷白板纸时,4只毛刷轮压力过重。 排除方法:适当调轻或往后移至合适位置即可。 故障3 CPC显示出墨量很大,而实际出墨量却相对较少 故障原因1:墨斗片使用时间过长,漏下的油墨在墨斗片下结块,造成出墨量下降。 排除方法:清洗圆柱偏心(共32只)上的积墨,并把脏的海绵条换掉,代之以新的墨斗片即可(墨斗片使用寿命为3S小时)。 故障原因2:控制出墨量的电机螺杆上有积墨,使螺杆转动不灵活甚至卡死,造成不出墨或出墨量不均匀。 排除方法:拆开墨斗下的32块挡片(注意:紧固螺杆上的空心套千万别丢失),用针剔除螺杆上的油墨,并清除干净所有积墨,打动CPC,使每个电机都能灵活地从最低出墨量打到最高出墨量,并把槽内注满黄油,就可长时间保持良好的出墨,经使用效果很好。 故障4 传墨辊传墨不好 故障原因1:传墨辊由于长时间使用,表面老化,传墨性能下降,墨辊表面橡胶出现裂纹或晶化发亮。 排除方法:如若发生表面晶化.可用汽油蘸浮石粉反复擦拭,提高表面吸附性能。由裂纹引起的表面老化,就只能更换同尺寸的墨辊了。 故障原因2:更换传墨辊时,对机器的尺寸了解不够,易造成换上的墨辊尺寸偏大或偏小。调节时如发现墨斗辊连续打滑,转角急剧增加,就是由墨辊的尺寸偏大,传墨辊把墨传给串墨辊时又未与墨斗辊脱开造成的。 排除方法:发现此情况,应果断停机处理,更换上标准尺寸的墨辊,一般墨辊直径误差应控制在±0.5mm以内。 故障原因3:由于长时间使用,墨斗辊传墨时振动较大,加上对传墨辊调整不当,造成传墨辊两头的空心销子弯曲,致使墨辊两端不同心。一般表现为传墨辊工作时,一端与墨斗辊接触良好,而另一端却未与传墨辊接触或接触不充分。如加重该端与墨斗辊压力,则会出现整个传墨辊的“打滑”现象,造成机器振动加大且墨色偏深很多,根本无法印刷。 排除方法:可拆下两边的罩壳,取下墨斗槽两头的靠山,并取出传墨辊两端空心销(Φ8mm),换上新的即可。 注:应在新的Φ8mm空心销内插入一直径为6mm的空心销,以保证其长时间不变形。 故障原因4:传墨辊控制气阀固定螺丝断裂,造成不传墨或传墨辊靠山处磨损较多,致使墨停时传墨辊也会碰到墨斗辊。 排除方法:打开机器操作面一侧的罩壳,检查气阀固定螺丝是否完好,如发生断裂或脱落,需重新安装;安装好后,可按动传墨辊开关,检查气阀是否工作正常,不正常应拆下修理好后装上即可。如果是靠山磨损较严重,可松开靠山上? 3mm的顶头螺丝,调整至合适位置,然后再锁紧顶头螺丝。 故障5 印刷时印版易糊版、起油腻 故障原因1:墨斗内油墨添加剂或调墨油加入过多,致使油墨太稀,叼口部位出现油腻。 排除方法:先加大整个版面的水量,还是清除不净。又停机,用润湿粉擦洗,开印前几百张还好,后又重复出现。考虑到海德堡高速机只有一根靠版橡胶水辊,其携水能力及洁版能力没有包水绒套的水辊效果好,这时应以原墨印刷为好,特殊产品需加放辅料的一定要适度。当发现由于油墨太稀造成油脏时,应在墨斗内加入原墨或更换油墨。 故障原因2:靠版水辊与串水辊压力偏重或偏轻。 排除方法:如是压力偏重,靠版水辊上的水就会被串水辊挤压出去,造成糊版;而压力过轻,串墨辊上的墨在一开印时就清除不掉,从水斗槽下面观察,可看到串水辊上有油墨的痕迹,同样造成糊版。这时,可拆下计量辊,用0.1mm钢片重新平好压力,也可查看靠版水辊与串水辊间的墨杠宽度,一般调整至3~4mm为宜。 故障原因3:计量辊与靠版水辊间压力太重或太轻。 排除方法:如是压力太重,则在机器运转.落下靠版水辊时,可明显地看到水辊座气阀跳动。看到此现象应马上停机,重新调整压力,不可蛮印,以免造成气阀损坏及水辊轴承、滚针轴承的损坏。一般地,可在计量辊与靠版水辊间塞入一张白纸,手动落下水辊座气阀,抬起后取出纸条观看墨杠宽度,其宽度调整至5~6mm为宜。 故障原因4:靠版水辊与印版间压力过重或过轻。 排除方法:靠版水辊与印版间的压力过重也会造成水辊座气阀跳动。具体调整方法如下:把印版滚筒点到合适的位置,手动落下水辊座气阀,抬起后再点动到合适位置观察墨杠的宽度,一般墨杠宽度调整至4~6mm为宜。每次更换新的靠版水辊时压力就要重新调整,新水辊压力可适当调轻些,水辊使用较长时间后可略加重些,但以水辊座气阀不跳动为最大限度。 故障原因5:靠版墨辊未调节好造成。 排除方法:这种情况多为后面两根收墨辊压力偏轻所造成,但压力过大,也易使印版亲水层过早被破坏,印版发亮造成油脏。可停机点到合适位置,手动落下靠版墨辊后抬起,观察4根靠版墨辊的墨杠宽度,一般调整至3~5mm为宜。 故障原因6:水斗辊出水不匀或水斗辊紧固螺钉松动或断掉。 排除方法:如是水斗辊表面老化,更换新的水斗辊即可。而平时在清洗水斗辊时,夹进去的抹布也会造成局部凹陷,致使该区水量偏大,加重整个计量辊与水斗辊间压力,造成边缘糊版。如伤得轻可用还原剂擦拭使其恢复,调节不好只能更换新水斗辊。而计量辊与靠版水辊紧固螺钉松动或断掉会因出水不好而造成糊版或花版,在调节处理时应特别注意。 故障原因7:水箱工作不正常。 排除方法:(1)水箱制冷装置损坏,造成水温过高,从而使酒精挥发速度过快,水的表面张力下降,润版液洁版能力不够,造成糊版,所以制冷装置是必不可少的,一般水温应控制在3~5℃之间。 (2)酒精浓度过高或过低。一般应根据所印产品墨量大小做适当的调整,酒精浓度控制在15%~25%之间,且不可超出30%,否则会因酒精浓度过高破坏印版的亲水层而起脏。 故障6 印品墨色不匀 故障原因1:该组由于水大墨大而造成油墨乳化,脱墨甩出。 排除方法:查看墨辊上的油墨颜色是否发暗,颗粒是否粗大,墨斗槽内有无水珠或油墨是否乳化。如油墨乳化严重,应用铲水法洗净墨辊,更换墨斗槽内油墨,打墨开印时应严格控制好水量的大小。 故障原因2:靠版墨辊与串墨辊间的压力偏轻或未靠着,从而造成油墨在该墨辊上堆积并不时甩出。 排除方法:可拆下墨辊,用0.1mm的钢片重新平好两辊间的压力大小。 故障原因3:中介辊调节不当。 排除方法:中介辊与靠版水辊或第一根靠版墨辊间压力过轻甚至未靠到位.也会造成油墨在该处堆积甩出。要停机,掀开后防护罩,用0.1mm的钢片平好中介辊与水辊、墨辊间的压力即可。注意平压力时应以拉出时的手感为准,一般为拉出时有少许阻力即可。若中介辊与水墨辊压力过重,也会造成挤压堆墨,特别是在印金、银墨时。 另外,中介辊不串动甚至咬死不转动,也会造成油墨在中介辊上堆积甩出。可将其拆下或点动机器观察。一般是由于轴承损坏或加油不及时造成。 故障7 印品图文上脏 故障原因1:某一根墨辊与串墨辊压力偏轻造成停机后再开印时单边或整个版面颜色偏深,而印几百张后则正常。 排除方法:重新调整压力至合适即可。 故障原因2:串墨辊串动量偏小或不串动造成印品表面为一条深一条淡(纵向),有时颜色深淡位置与电机出墨的位置对应。 排除方法:如果串墨量偏小,可拆开传动面挡盖(只需把两个?19mm螺帽松开即可看见).点动机器至串墨辊顶杆的最高位置,松开?19mm的紧固螺母,增大串墨量即可。串墨量大小可根据产品幅面及墨量的悬殊来调节,墨量大的串墨量可调大些,但要注意突然加大串墨量时应把串墨辊两端的积墨清除干净,以防咬死。海德堡高速机最大串墨量可调整到35mm。如发现串墨辊不工作,则很可能是串墨辊顶杆上摇臂头咬死或其他串墨部分咬牢,需仔细查清排除后再印。 故障原因3:靠版墨辊的紧固螺母未锁牢。 排除方法:一般表现为两边网线深浅不一,有时伴有轻微的网线重叠(双影)。在正常开机状态下,可看到墨辊架辊芯串动,需紧固,也可能是辊芯未推到位。辊芯应与座平齐,一般调至正常工作位置症状即可消除。
相关资讯
-
面纸褶皱严重影响后工序的印刷品质,严重时会造成批量报废,导致生产损耗大。本文从张力和原纸两个方面来具体分析如何解决面纸起皱问题。 瓦楞纸板的工艺缺陷方面有很多,有一种是面纸起皱,具体表现为面纸不平整,有褶皱现象。面纸褶皱严重影响后工序的印刷品质,…
2025/5/11 22:52:12
-
对于印刷油墨,我们也有自己的认识: 【要点1】ISO 12647 平版四色油墨标准… 【要点2】油墨一般特性检验与指标… 1. 厂牌/ 型号/ 颜色 2. 生产日期/ 存储期 3. 保质期限 4. 包装外观 5. 重量 ( 扣除铁罐重量) 6. 破损/ 变形 …
2025/4/30 7:38:29
-
随着瓦楞纸品包装行业技术的不断进步发展,越来越多的客户对瓦楞纸箱的印刷效果提出了更高的要求,从最开始简单的一色、二色、三色,发展到应用广泛的四色、五色等叠印套色,再到目前的六色、七色、甚至八色的高清水墨彩印技术。针对这些印刷色组的增多,除了美化了纸箱包…
2025/4/28 7:52:21
-
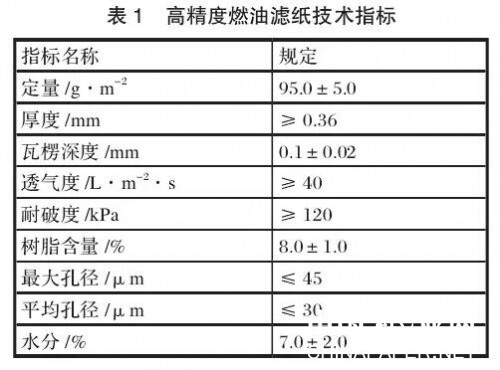
一般的燃油滤清器采用星形滤纸折叠结构,在这类燃油滤清器内部,折叠的滤纸和塑料或金属滤清器的两端连接,污油进入后,由滤清器外壁经过层层滤纸过滤后到达中心,洁净的燃油流出。这种滤纸一般采用瓦楞型燃油滤纸。 更高端的发动机则采用高精度滤纸,螺旋式燃油过滤器…
2025/4/24 8:06:11



共有 网友评论