胶印机的价格昂贵,国产机的价格在几十万元到几百万元,进口机价格在上千万元,一个工厂进这样一台价格不菲的设备,其质量性能方面是不能出一点差错,当新设备进厂时,工厂必须要组织技术力量协助印刷机制造厂技术人员安装调试工作,并进行验收,验收合格后,方能投入生产使用。那么,在机器调试完成以后,如何验收机器设备,这是一个十分重要的事情,不得有半点马虎,可以从以下几个方面进行。一、外观检查漆涂得均匀一致,电镀件光亮不起皮,护罩不漏油。二、空转试验1.人工摇动机器,正向摇动和反向摇动,使滚筒运动一个周期,用力感觉上应该均匀平衡,没有在某一位置上有卡阻的力量。2.正、反点动平稳,无异常声响。3.低速运行数分钟,如有雨淋式润滑部分,应见到油泵把油送到各润滑点,细心检查各润滑部位的润滑情况,不能有油眼堵塞和无法注入的问题;安全装置应可靠有效;水墨辊、滚筒离合部件工作到位稳定;机器其它部分无异常。4.运转时各部件配合准确工作平稳,电器仪表上,数字显示准确;定速以后,调速有效,机速可以在零速与印刷制造厂技术人员提供的最高速之间运行,加速过程中,机器提速平稳,无振动和异常声响,运行一段时间停车后,应触摸下滚筒轴承的温升情况,不应有过热现象。三、印刷试验1.输纸:应该使用机器说明书上所标示的最薄与最厚的纸张,在高速情况下进行走纸试验,纸张输送应顺利,收纸台收纸整齐,抽一刀纸撇开咬口边,检查纸张咬口边,不应有明显的咬牙痕迹及撕裂的现象。2.压印:一般我们使用的方法是:用最大开幅的纸张,首先是要套印准确,它是彩色印刷最基本的条件,要用放大镜详细检查各十字线和角线(十字线和角线应尽量做细)套准程度是否一致,特别应注意拖梢角线的套准情况,不应有扇形扩大的现象,套准试验时,我们要使用不同的机速,看看在变速情况下,机器的套准稳定性,并且靠身和朝外两侧拉规都要试验。其次是试印五成网线版,主要用来检查墨色均匀性,网点结度实程度,有无重影、条杠等。再次打满版,检查墨色均匀饱和,墨杠及各滚筒咬牙、收纸牙排咬力是否足够和均匀,有无因剥离张力的增大而引起纸张起皱和撕张现象。一般的验收试印都是进行上述几步的压印试验方法,但我觉得还是略显粗糙,它把五成网线版与实地版割裂开来,其实实际生产过程中,网目调与实地是处于同一版面的,胶印师傅都知道,如果光是实地的话,放墨量可以加大,使印品墨层很厚实,如果是网目调,我们更多地考虑是调子的还原,不能因追求墨层的厚实而使点子铺展,使小白点糊没。现在许多印刷厂都有进口印刷机,它的性能稳定性毋容置疑的,但是对于色调的反映能力,光通过上述这样的试验,还不足以说明问题,应该通过标准化的检测工具(例如GATF彩色复制测试图)来对机器进行测试。下面简单介绍一下GATF彩色复制测试图,该图分为六大检测区域。1.简易色轮图:它由黄、品、青三色墨的网点色块叠合,每一色版有六个层次,分别为5%,15%,25%,50%,75%,90%。相叠得到216个色块,用于辨别颜色和检测色彩的还原情况。2.接触拷贝控制标准段,有6个内容:①显影和曝光时间检查图。在一空白条内放置一个密度范围在0.05~2.00的密度梯尺,用于检测显影条件变化和计算新的曝光时间。②点面积分度标准尺,用于检测线条图像在接触拷贝过程的扩大变化量。③网点梯尺,从1%~99%的网点层次分上下两段。每段23级,上段是从1%~56%的网点,称阳性,下段是从44%~99%的网点,称阴性。上段56%的网点与下段44%的网点对应。图形可以表现阳点开始逐渐向阴点过渡的情况,用以检查拷贝网点变化。④阴阳十字线,用以检查拷贝过程十字线是否变粗。通过阳线变粗或阴线并糊情况给出图像质量变化的信号。⑤黑白相嵌的相交标志,正常情况下墨色面积与空白面积刚好相等,可以相互嵌入。⑥混合标志,它由三个正方形图形组成,其中一处的两个角相交,另一处的两个角处脱开,以相交或脱开的变化来检测图像质量。3.网点线数比较图。用于选择网屏线数和纸张适性的匹配参考,也可反映各色版调子再现情况是否正常。从上至下为150l/in至65 l/in共七种网屏线数,从左至右为5%~90%共10级层次的网点。4.三原色中性灰平衡控制图,是由26块连成的一个彩色条,由二十二个色块和四个星标组成,1~7块组成一组原色与间色,8~13块形成灰到黑的消色,14~19块计算印刷相对反差系数,20~22形成间色系,最后是4个四色星标。5.灰平衡图谱,从图中找出灰平衡的黄、品、青比例。6.打样控制条。从GATF测试图测试功能中可知,通过对该图的复制(使用工厂常用的品牌油墨和一定的纸张),我们可以从色轮图上,用色度仪测量实地块黄(Y)、品(M)、青(C)、红(Y+M)、绿(Y+C)、蓝(C+M)、合成黑(Y+M+C)、黑(K)和所用纸张的三刺激值XYZ,然后使用公式x=X/(X+Y+Z)和y=Y/(X+Y+Z)分别计算出色度坐标x、y,其中Y是亮度坐标,取值范围是0~100,x、y取值范围是0~1;从网点梯尺上可以测量五成网点和其它网点的扩大率以及对调子的还原能力;从灰平衡卡上可以看出所用油墨的灰平衡情况。通过对这些数据的测试得出的结果,能进一步说明我们印刷机的制印性能是否优良,同时这些数据可以传送给印前部门作为设计制作的参考依据。如果没有GATF测试图,我们可以在PHOTOSHOP中制作实地块黄(Y)、品(M)、青(C)、红(Y+M)、绿(Y+C)、蓝(C+M)、合成黑(Y+M+C)、黑(K)和黄、品、青、黑四色1%~100%级差为1%的网点梯尺,在试印完五成平网后,再投入印制,同样可以测量得到色彩合成的基本数据和黄、品、青、黑阶调的还原能力,同时测量计算出2%、4%、6%、8%、10%~100%梯级网点的扩大率(PHOTOSHOP中的曲线模式中需要这样的数据),当然最后满版还是要试印的,这样做虽然原材料要多浪费一些和试验要繁琐一些,但是对于一台投入上千万的设备来说,花一些财力和精力做这样的测试还是值得的。《广东印刷》2004年第5期 作者:吴明根(作者单位:江苏省新闻出版学校)
相关资讯
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
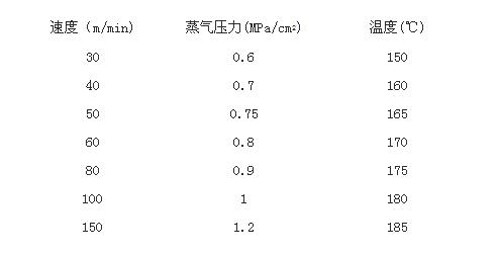
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
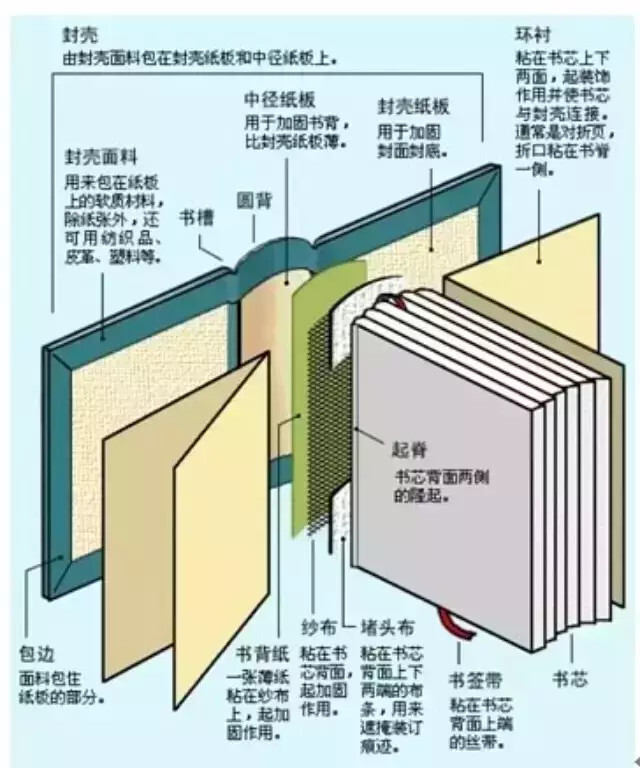
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51


共有 网友评论