三 输纸故障分析与排除 输纸机稳定,准确地输纸是保证印刷品质量的重要条件。由于承印物经常变化,输纸部分的结构动作较复杂,有许多故障的原因不容易立即做出正确判断,往往令操作者难以处理。输纸故障通常包括:空张、双张、多张输纸歪斜,走纸忽快忽慢等。故障的产生,除了纸张之外,大多数故障都与纸张的分离机构调节有关。 1、 空张 这类故障是操作人员最容易发现的一种常见故障,造成故障的原因: (1)纸张凹凸不平,使纸堆前后过低。 (2)递纸吸嘴过低。 (3)分纸吸嘴过高。 (4)已印过的色背面粘连。 (5)纸堆自动升降出现故障。 (6)挡纸毛刷或压纸钢片太低或伸进纸堆过多。 (7)吹风、吸风量过小。 通过空张故障原因的分析,可以看出,各吸嘴的高低调节及风量大小是关键,另外堆纸操作水平也很重要,同时,要通过木楔调节好纸堆的平整度。 [专家提示] 木楔一方面用来调节纸堆的平整度,而另一方面可用来调节纸堆的高度、控制纸堆上升量,所以操作者一定要用好木楔。 2、 双张或多张 这种故障是输纸过程中令操作者感到"恐惧"的故障。因为它不仅有一定的危害性,甚至对机器有极大的破坏性,成千上万例的"闷车"事故基本都是由输纸双张或多张引起的,产生这种故障的原因: (1)纸边上翘下落,纸张裁切大小不一,堆纸不齐。 (2)纸张带有静电。 (3)纸堆上升量过大或不稳定。 (4)分离机构各部件调节不当,主要包括:挡纸毛刷太高;挡纸毛刷过低或伸入量太少;分纸吹风不够;分纸吹嘴高低距离不对或选用橡皮圈不当;压纸吹嘴(如果压纸无吹风则称为压纸脚)压纸太少。 从上面的故障原因与调节机件来看,承印物是主要矛盾。分离机构机件的是随承印物不同而调节方法不同。若纸张带有强静电,无论怎样调节分离机构的机件也无济于事,只有吊晾调湿纸张或增加空气湿度,一般来说印刷薄纸时,出现双张或多张的概率较大。 印刷较薄的纸张,尤其是60g/㎡以下的纸张。由于其强度差,重量轻,松纸吹嘴吹松纸边时,纸边呈蓬松的波浪形。当分纸吸嘴吸起第一张纸时,被吹成蓬松状的纸边很难恢复为平直的自由状态。当压脚下压时,很容易插进第二张或多张纸的下面,造成双张或多张。 针对以上情况,对分离机构相关机作如下调节: (1)适当减小松纸吹嘴的风量,保证松纸吹嘴每次只稳定地吹松上面几张纸。 (2)分纸吸嘴距离纸面高低不合适,否则当它向下运动吸纸时,会将上下两张纸之间的空气挤压出来,而使这两张纸吸在一起。 (3)压脚在不碰纸边的情况下应多压,若是带有吹风的压脚,可适量增加吹风量。 (4)压片,毛刷在不影响分纸吸嘴的情况尽量下压,往里伸。一定要调节好双张控制器,避免"闷车"事故发生。 [专家提示] 印刷铜版纸与胶版纸时,输纸的调节方法是不同的。铜版纸与胶版纸表面光滑度不同。铜版纸的表面光滑,松纸吹嘴与纸张表面的摩擦力小,印刷时可将纸张吹起(对于CD102型机来说侧吹风吹起,加大压脚及前吹风的吹气量),缩小递纸吸嘴与纸张之间的距离,甚至递纸吸嘴可与纸张一直保持接触状态,也不会产生歪张、双张现象。胶版纸的表面粗糙,递纸吸嘴与纸张在未吸之前,如果距离太小就会产生较大的摩擦力而产生歪张,甚至影响下面的纸张而产生双张。因此要加大递纸吸嘴与纸张在未吸之前的距离,并要求吸气量大而且均匀。 [案例3-1] 某厂SZ206型输纸机由于双张检测器失灵,白板纸进入橡~压滚筒,造成"闷车"故障,操作者采取了许多办法,都未能使机器转动。最后用注射针注水的方法,使纸张纤维膨胀并松软,然后再用钢锯条将白板纸拉出。 3、 输纸歪斜 在输纸机上的机件,基本上都遵循对称原则。例如毛刷、压片、压块、吹嘴、吸嘴、接纸轮等,都是成对分布且前后、左右位置对称,接触压力一致。显然,吹、吸风量也应均匀对称,这就要求纸张表面平整,前口和侧边平齐,纸张之间无阻力,但在实际生产中,这种理想状态往往很难达到,一是由于纸张之间的静电引力,油墨黏结力,以及纸张表面拱曲形成的局部阻力的不均匀,使纸张的传输很容易发生歪斜。二是由于纸张前口左右两边弯曲状况不一样。三是前挡纸牙左右不在一条直线上。四是分离机构的部件较多,动作复杂,在分纸和递纸过程中难免抖动不稳。五是递纸轮调节两边有偏差。这些因素极易引起纸张歪斜,且难以克服。所以有些机器,如CD102型机在分离机构上方没有一调节旋纽,可对纸张歪斜进行纠正。 [案例3-2] 某厂有一台进口对开多色胶印机,在印刷正度或大度对开时,输纸正常,然而每换四开活件时,输纸便歪斜。 [案例分析] 这种情况在许多印刷厂经常发生,这是由于纸张开数较小,输纸机构调节不到位所致。最关键的是递纸轮(两个)与双张检测器控制轮在纸面上力的分布不均匀。 4、 走纸忽快忽慢或抖动 产生这类故障的原因除了输纸机与主机相连的销钉折断、齿轮或其它部件磨损以及纸张静电外,而递纸轮调节不当,也是致使走纸忽快忽慢的主要因素,正确的接纸轮下落时间为递纸吸嘴送出的纸张的前口跨过接纸辊与递纸轮的接触点5mm,这时递纸吸嘴准备放纸,递纸轮应及时压住纸张,交接应在较短的时间内完成,但不能失控。如果递纸轮的下落过早压住纸张,递纸吸嘴又未松开,形成"抢纸",当递纸吸嘴松开纸张后,就会引起走纸不稳或抖动。反之 ,如果递纸轮下落时间太晚,在递纸吸嘴放开纸张时,纸张没有得到及时控制,纸张在输送中会产生明显停顿现象。 递纸轮与递纸轴之间必须具有适当的接触压力,如果压力过小,摩擦力不够,则递纸轮与递纸轴之间的纸张会产生相对滑动,特别是在纸张带静电或递纸吸嘴有余吸的情况下,输纸速度会发生明显的变化。所谓余吸现象,即分纸吸嘴在递纸吸嘴往前递增纸时仍吸住纸张。递纸吸嘴在回程的路上吸住纸张往回拉, [案例3-3] 某厂在印刷生产过程中,输纸速度有时变化,主要是输纸机打开后开风泵时头几张纸下得较慢,而关风泵后的最后一张纸下的较快。 [案例分析]: 这种现象明显是吸风的影响,当有吸风时纸下的慢,无吸风时纸下的快,说明风泵启动后递纸吸嘴有余吸存在,风泵关后,而无吸风,无余吸现象存在。 处理方法:清理气路
相关资讯
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
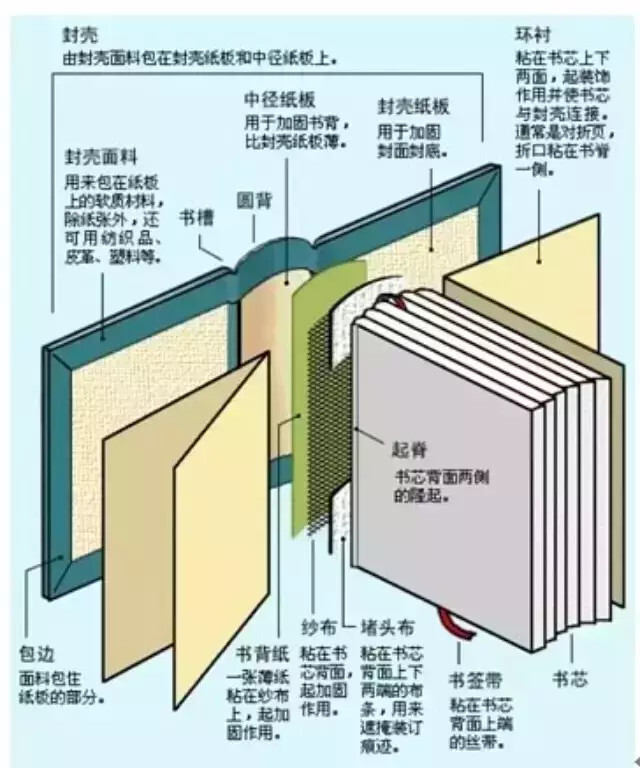
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51


共有 网友评论