在实际生产过程中,软包装印刷和印后加工时经常会2.中刮墨刀的正确安装、印刷过程中的崩刀、承印物上静电的消除、花脸及印后复合过程中的上胶不匀、甩胶等。下面笔者就这些问题谈谈我们的经验,供同行参考。
一、刮墨刀的正确安装
在印刷前的准备工作中,一般都要更换新的刮墨刀,所以,正确安装刮墨刀很重要。装刀时,紧固螺栓要从中间向左右两端对乐地用工具拧紧,以避免刀片弯曲。刀片伸出硬衬片的长度以8-10mm为宜。若伸出过长,刮刀柔软,不易刮净印版上的墨层;伸出过短,则刮刀刚性过中,易损刀、损版,且易出现刮痕。
二、静电的消除及图文变形
1.静电的消除
印刷过程中,承印物和各地 高速磨擦都会引起静电,导致没墨的固着性能急剧下降,所以必须要消除静电。所采取的方法有以下几种。
1)清洗或重新更换各机组间的消电毛刷;
2)在收、放卷部分安装铜线接地放电;
3)适当增大车间的湿度。
2.图文变形或残缺
引起印刷图文变形或残缺的主要原因有以下同方面:
1)压印滚筒的圆度不够;
2)压印滚筒表面脏而不光滑;
3)压印滚筒两端的压力大小不平衡;
4)承印物打皱或张力不合适;
5)墨斗内匀墨辊转动不灵;
6)所使用的没墨黏度过高,流动性差。
解决的主要方法有以下几点:
1)更换新的压印滚筒;
2)调整压印滚筒左右两端的气泵,使之压力平衡;
3)更换承印材料或调整张力控制器;
4)向墨斗加入适量溶剂,同墨黏度,并调节好匀墨辊,使之转动灵活。
三、复合前对基材质量的要求
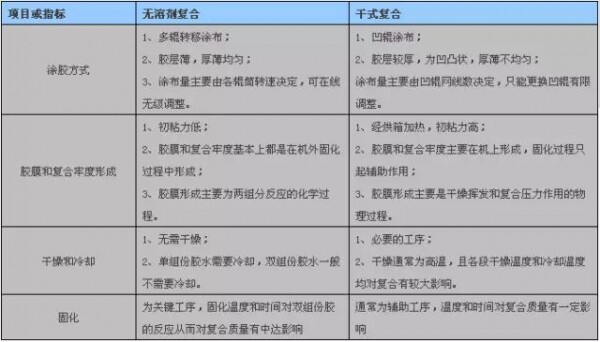
由于我公司采用的是干式复合,所以以低届度聚乙烯薄膜(简称PE)为例来说明。
1)复合基材(PE)应与印刷后的彩膜的规格相配套;
2)所用基材(PE)表面张力均匀,无打皱、晶点、油污等缺陷;
3)基材(PE)表面电晕面应大于0.00038牛顿,小于.00042牛顿;
4)承印材料料卷整齐,上下端面薄厚均匀;
5)基材(PE)这芯无径向凹陷或缺口;
6)每卷料内接头不于两个;
7)基材(PE)电曙面不能无电晕处理或被击穿。
四、挂胶不匀与甩胶
1.挂胶不匀的原因
1)机械本身精密度不高;
2)刮刀不平直,刀架与网纹产地度不可靠;
3)压印滚筒两边 压力不等,或其本身弹怀硬度不均匀;
4)刮刀夹脏;
5)网纹辊有 局部堵塞现象;
6)胶液混合不均匀;
2.甩胶现象
甩胶现象又称溢胶,引起的主要原因有以下三方面:
1)设备运地过程中出现故障,即网纹辊与热鼓不同步;
2)刮胶片不到位,使胶液直接与料接触;
3)网纹辊两端坚固件松动。
解决方法有以下同个:
1)调整网纹辊与刮胶刀的平行度及角度;
2)加大刮胶刀的压力,减小压印滚筒的压力;
锁紧网纹辊



共有 网友评论