2.2 集散控制系统结构 考虑到BOPP薄膜的生产工艺特点及其复杂性等因素,本文设计并构造的集散控制系统结构如图3所示。在该CC-Link现场总线网上,Q02CPU是主站,QJ61BT11作为接口 模块。从站有两大类:一类是远程I/O站,由AJ65BTB2-16R和AJ65SBTB1-16D远程I/O模块组成,共8个模块,每个模块占用1个逻辑从站资源,主要用于实现对各直流调速电机的起停、切换、联锁、故障等控制和检测;另一类由FX2N-32CCL和A80BDE-J61BT13远程设备模块构成,共5个模块,考虑到所要传输的信息量较大,在这里每个模块被设计成占用4个逻辑从站资源,主要用于实现与FX2N-80MR PLC和工控机的连接[3]。因此,整个CC-Link网络由一个主站和28个逻辑从站构成。 该集散控制系统除了应用CC-Link网络外,还采用了其它通讯网络方式对系统各局部区域进行控制,如RS-422、RS-485等。 前部传动控制用FX2N-80MR PLC(从站9#~12#)通过FX2N-485BD板卡,采用RS-422网络对挤出机、冷辊电机、慢速辊电机、快速辊电机和横拉辊电机共5台直流电机进行控制与检测;后部传动控制用FX2N-80MR PLC(从站17#~20#)采用相同的RS-422方式对后处理电机、上卷辊电机、收卷1电机和收卷2电机共4台直流电机进行控制与检测,它们共同实现对速度链传动控制子系统的控制。此外,位于前操控台的FX2N-80MR PLC(从站13#~16#)和位于后操控台的FX2N-80MR PLC(从站21#~24#)分别通过其RS-422编程口与各自的单片机系统相连,用于实现调速电机的速度设定、速度显示、调速器内部状态监测等。 工控机IPC1(从站25#~28#)采用RS-485通讯网络,通过CD901智能仪表对整个温控子系统进行实时监测与控制,该温控子系统包括对挤出机、机头、纵向拉伸和横向拉伸共34个独立的加热区的温度控制。另外,位于后操控台的FX2N-80MR PLC(从站21#~24#)还通过FX2N-485BD板卡,采用RS-485通讯方式与张力控制器LE-40MTB相连,用于实现对薄膜左、右张力的检测与恒张力收卷控制。 工控机IPC1还有一个重要的任务就是控制并驱动前扫描测厚装置,检测并显示薄膜厚片的厚度,以及显示传动子系统、温控子系统的关键工艺参数情况,便于工艺技术人员及时调整相关参数,保证产品质量。工控机IPC2主要用于控制、驱动后扫描测厚装置,检测并显示成品膜的厚度,产品的最终公差分布情况在这里得到充分的体现。IPC1与IPC2被置于同一个电控柜中,由于距离相隔很近,因此采用RS-232C通讯方式将它们连接起来,进行数据共享。这两台工控机共同构成了薄膜测厚子系统。 模块。从站有两大类:一类是远程I/O站,由AJ65BTB2-16R和AJ65SBTB1-16D远程I/O模块组成,共8个模块,每个模块占用1个逻辑从站资源,主要用于实现对各直流调速电机的起停、切换、联锁、故障等控制和检测;另一类由FX2N-32CCL和A80BDE-J61BT13远程设备模块构成,共5个模块,考虑到所要传输的信息量较大,在这里每个模块被设计成占用4个逻辑从站资源,主要用于实现与FX2N-80MR PLC和工控机的连接[3]。因此,整个CC-Link网络由一个主站和28个逻辑从站构成。 该集散控制系统除了应用CC-Link网络外,还采用了其它通讯网络方式对系统各局部区域进行控制,如RS-422、RS-485等。 前部传动控制用FX2N-80MR PLC(从站9#~12#)通过FX2N-485BD板卡,采用RS-422网络对挤出机、冷辊电机、慢速辊电机、快速辊电机和横拉辊电机共5台直流电机进行控制与检测;后部传动控制用FX2N-80MR PLC(从站17#~20#)采用相同的RS-422方式对后处理电机、上卷辊电机、收卷1电机和收卷2电机共4台直流电机进行控制与检测,它们共同实现对速度链传动控制子系统的控制。此外,位于前操控台的FX2N-80MR PLC(从站13#~16#)和位于后操控台的FX2N-80MR PLC(从站21#~24#)分别通过其RS-422编程口与各自的单片机系统相连,用于实现调速电机的速度设定、速度显示、调速器内部状态监测等。 工控机IPC1(从站25#~28#)采用RS-485通讯网络,通过CD901智能仪表对整个温控子系统进行实时监测与控制,该温控子系统包括对挤出机、机头、纵向拉伸和横向拉伸共34个独立的加热区的温度控制。另外,位于后操控台的FX2N-80MR PLC(从站21#~24#)还通过FX2N-485BD板卡,采用RS-485通讯方式与张力控制器LE-40MTB相连,用于实现对薄膜左、右张力的检测与恒张力收卷控制。 工控机IPC1还有一个重要的任务就是控制并驱动前扫描测厚装置,检测并显示薄膜厚片的厚度,以及显示传动子系统、温控子系统的关键工艺参数情况,便于工艺技术人员及时调整相关参数,保证产品质量。工控机IPC2主要用于控制、驱动后扫描测厚装置,检测并显示成品膜的厚度,产品的最终公差分布情况在这里得到充分的体现。IPC1与IPC2被置于同一个电控柜中,由于距离相隔很近,因此采用RS-232C通讯方式将它们连接起来,进行数据共享。这两台工控机共同构成了薄膜测厚子系统。 2.3 一个集散控制流程简例 图4所示是该集散控制系统对其中的后处理电机进行控制的过程,图中2、3、6、7、9表示CC-Link网络,1和8表示从站(21#~24#)通过其RS-422编程口与单片机进行数据交换,4和5表示从站(17#~20#)通过其485BD板卡与直流调速器进行RS-422数据通 讯。来自码盘的数值经1、2、3、4传输后,进入DC调速器6,作为后处理电机的速度设定值,该调速器与光码共同组成一个独立的转速闭环控制系统。另外,后处理电机的实际转速值经5、6、7、8传输后,转换为当前的薄膜生产线的线速度,由LED显示出来,供操作人员使用,同时该线速度还经由9被传输至IPC1,供工艺技术人员集中使用。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
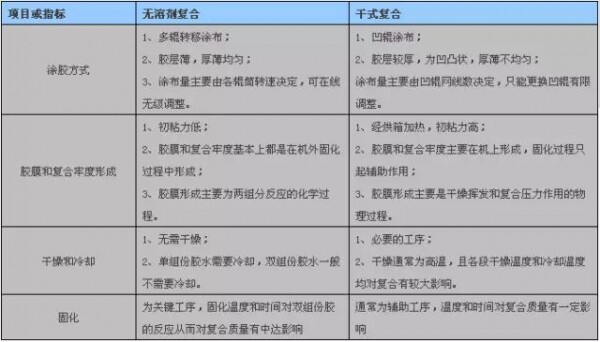
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论