摘要:以单条活鱼包装机为例,介绍了一种新型控制方法。该方法是以模块化设计思想为指导,用可编程控制器(以下简称“PLC”为控制中枢,集机、电、气、光各种技术为一体,进行优化组合,实现整机的最优控制。此方法适用于抽气/充气(液)软包装机的自动控制。关键词:软包装;控制方法;PLC;优化组合;最优控制1 前言 控制系统是包装机械的重要组成部分,它的作用在于对整个自动工作循环进行控制和协调,包括:使各种包装运动按一定顺序进行;必要的压力、温度、时间、速度的调节及其控制;各种质量检测,自动安全保护,自动计量、计数的实现;物料的供停,故障的自动报警等控制。 常规控制系统有:机械式、气(液)动式和电控式等。其中,电控式应用最广。这些控制系统的控制方式大多是单一的,具有一定的局限性。如电控式,控制主要采用继电器接触器电路和仪表控制方法,即使是一些大型企业生产的包装设备也仍然采用开关电路板或单元组合仪表方式(控制原理见),其控制水平较低,已难以适应现代食品包装的控制要求。 为提高我国包装机械的综合技术水平,使我国的包装走向世界,必须采用先进控制技术来提高其自动化水平。发展集机、电、气、光等高新技术为一体的包装设备将是一种必然趋势。 笔者通过单条活鱼包装机[为连续式多规格多功能单条活鱼自动换气充氧(液)装袋机]的设计研制,采用新型模块化设计方法,很好地将机、电、气、光技术进行优势互补、优化组合,实现了对该机的最优控制。该机在国内外尚属首台,已在新加坡某鱼场投入使用,效果良好。这种控制方法适用于抽气/充气(液)软包装设备的自动控制。2 设备工艺要求及控制要求2.1 工艺要求 (1)包装袋规格为3"、4"、5"、6"、和7";(2)包装材料为无毒可热封薄膜;(3)因是活鱼包装,不仅要求包装袋内有水,还需抽去袋内空气形成真空再充入氧气(配液),以保证活鱼存放时间;(4)要求连续工作;(5)包装规格变换方便;(6)除人工投鱼外,其余操作全部自动完成。2.2 控制要求 本机采用多功能模块化组合式的设计方法,机器总功能分解为供膜、成型、定量供水、导向、牵引、纵封、光电定长、横封切和输出九大模块。各功能模块的构成、作用以及机器总体结构模块图见笔者论文。 结合机器工艺要求,将各功能模块按一定的工作顺序进行优化组合后,得到机器工作循环图,见图1。 由此,对其控制系统提出以下要求:(1)人工投料(鱼)后的投料信号控制;(2)每袋装水量的控制;(3)纵封、横封切的压力、温度控制;(4)袋长控制;(5)抽气/充气(液)的定量控制;(6)各模块执行件的动作顺序控制。3 控制方法3.1 总体方案 本机采用模块化设计方法,各功能模块的控制相对简单。控制的关键及难点在于如何发挥机、电、气、光各种技术优势,进行优化组合,使各模块执行件的运动相互协调、有序动作。本方案采用PLC作为整机的控制,并设置数据设定显示单元,很好地解决了这一问题,控制快速、稳定、可靠,参数调整方便、快捷。3.2 机械控制 实现供膜、成型、成品输出的自动控制。其中,供膜由供膜架、滚筒支轴、滚筒、卷筒支轴、卷筒支块等机械装置完成;成型主要由集料斗与成型器为一体的成型下料斗完成;成品输出由出料斗槽等机械装置完成。 此外,纵封、横封切的热封压力控制通过调整纵封头或横封切头的位置实现。3.3 电气控制 实现纵封、横封切热封温度的自动控制。系统由两套智能化数据温度指示调节仪、测温元件(热电偶)和加热元件(电热管)等部件组成。其控制原理框图见图2。 3.4 气动控制 实现抽气/充气(液)以及纵封、预夹封(横封前)和横封切的自动控制。气动系统主要由三联体、压力表、电磁阀、真空发生器、真空过滤器、气缸以及接头、管路等组成。电磁阀的接通与断开以及气缸的动作由PLC控制。其控制原理框图见图3。 3.5 光电控制 实现袋长的定长控制。其控制原理为:经纵封后的筒状薄膜由牵引轮拉动向下运动。牵引轮的动力来自于控制电机(永磁低速同步电机),它可实现瞬间启动、停机和磁保持定位。薄膜在向下运动过程中通过光电色标定位后进入横封切部件。 为保证工作时光电色标定位准确可靠,对包装膜的色标宽度(沿薄膜前进方向的宽度)有一定要求。色标过宽,影响光电管第二次接收信号;相反,色标过窄,色标经过时间短于延时时间,则一直延时,出现失控现象。3.6 其它控制 包括人工投料(鱼)后的投料信号控制、每袋装水量的控制以及水箱进、出水控制。其中,投料后的投料信号控制由霍尔开关实现。其控制过程如下:人工投料后,即按动霍尔开关感应片,由霍尔开关发出信号,启动一次自动工作循环;每袋装水量的控制由自动定量的水箱实现。其控制原理为:打开进水阀,水箱内的浮子带动霍尔开关上的感应片上升,霍尔开关检测头位置可任意设定。当感应片到达检测头时,发出信号,控制进水阀关闭,完成一袋水的定量;水箱的进水、出水控制,则分别采用电磁阀控制。3.7 整机控制——PLC控制 本机采用PLC作为控制中枢,自动控制机器全部模块执行件的顺序动作。并设有数据设定显示单元,实现屏显操作。此外,考虑到机器调试与操作需要,设有手动/自动的切换。 PLC控制原理框图见图4。 4 新型控制方法的主要优点 新型控制方法与常规控制方法相比较,具有以下优点:(1)机器采用模块化设计,对各模块执行件的动作协调配合要求较高。采用PLC作为整机的神经中枢,对各模块动作进行协调控制,很好地解决了这一问题;(2)控制系统设有数据设定显示单元,人机交互性好,一些动作的延时时间可直接在显示板上设定,操作方便、快捷;(3)纵封、预夹封和横封切封头的运动采用先进的气动元件实现,工作稳定可靠;(4)纵封、横封切热封温度控制运用负反馈控制原理,控制及时、准确、稳定;(5)采用机、电、气、光技术优势互补、优化组合的控制方式,控制效果好,并省却了大量的机械装置,简化了机器结构;(6)袋长控制采用光电定位,PLC控制,牵引轮由步进电机驱动,实现了袋长的定长控制,理论上袋长可无级变化。该控制方式较常规控制简单得多。5 结语 通过模块化设计思想指导下的连续式多规格多功能单条活鱼自动换气充氧(液)包装机的控制系统设计研制,证明了:抽气/充气(液)软包装机控制系统采用微电脑控制下的机、电、气、光一体化结构,控制效果好,人机交互性好,操作灵活、简便,工作稳定、可靠,形成了一个智能化、柔性化的自动包装系统,适应市场经济发展对包装机械的新要求,具有良好的市场前景。转载自:中国自动化网
相关资讯
-
目前,软包装材料采用的基本都是里印,故复合过程中,无溶剂胶粘剂会直接与油墨接触;而最终产品的外观、剥离强度等性能与油墨、胶粘剂的匹配性直接相关。 油墨一般由连接料、颜料或染料、助剂、填充料等组成。油墨连接料有以下几种类型:氯化聚丙烯树脂(目前凹版里…
2025/6/22 16:07:54
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
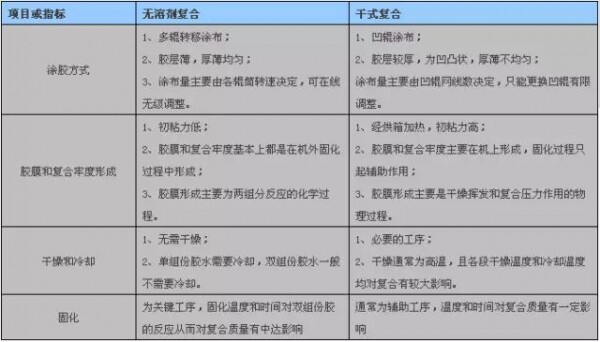
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34



共有 网友评论