包装材料的氧气阻隔性能可以直接影响内容物的保存质量和保存时间,是最受关注的材料性能之一。透气性测试设备所使用的检测方法大都可归为压差法和等压法两类,它们的测试原理不同,测试条件差别较大,但在阻隔性测试领域中都占有很重要的地位。1、透气性测试概述 压差法和等压法的概念是从标准ISO 15105中得来的,即标准中的Differential-pressure method和Equal-pressure method,相互对应,使得整个透气性测试领域的方法分类更加条理。两种试验结果的单位不同,压差法的单位是cm3/m2·24h·0.1MPa,而等压法的单位是ml/m2·day。 真空法是压差法中最具代表性的一种测试方法:利用试样将渗透腔隔成两个独立的空间,先将试样两侧都抽成真空,然后向其中一侧(高压侧)充入0.1MPa(绝压)的测试气体,而另一侧(低压侧)保持真空状态,使试样两侧形成0.1MPa的测试气体压差。测试气体渗透通过薄膜进入低压侧并引起低压侧压力的变化,利用高精度真空规来测量这个压力变化量就可计算出测试气体对试样的气体透过量。真空法采用负压差法来实现试样两侧0.1MPa的压差,当然也可以通过正压差法来实现,最常用的正压差法是体积法。 传感器法测试原理是:利用试样将渗透腔隔成两个独立的气流系统,一侧为流动的测试气体(可以是纯氧气或是含氧气的混合气体),另一侧为流动的干燥氮气,试样两边的压力相等,但氧气分压不同。在氧浓度差的作用下,氧气透过薄膜并被氮气流携带至传感器中,由传感器精确测量出氮气流中的氧气量,从而计算出材料的氧气透过率。2、进行测试方法间数据比较的需要 由于膜技术理论的支持,压差法在透气性测试中一直作为基础方法使用,科研检测机构多采用这种方法。它的突出优点是对测试气体没有选择性,对不同气体的检测通用性非常好。传感器法是随着氧探测器技术的不断成熟而出现的,常用于包装行业的商贸检测。 压差法透气性检测设备和等压法透氧性检测设备的使用情况在世界范围内来看表现出了一定的地域性特点,这一方面是由于各国测试标准规范存在差异,另一方面是世界商贸的需要。基本上,中国、日本等亚洲国家以使用压差法设备为主,欧洲多数国家也主要使用压差法设备(如英国、德国等),美国以及与它商贸往来紧密的一些南美洲、东南亚、西亚等国家倾向于使用等压法设备。如今贸易全球化速度的加快,使测试方法的不同凸现成为薄膜材料贸易的瓶颈,一方面在部分国家旧有设备的使用及制造完全符合所在地的国家标准,更换设备会给国内贸易试样的检测带来不便,另一方面更换设备需要一定的资金支持。 压差法和等压法的测试结果之间的差异究竟会有多大?这一直是薄膜阻隔性检测领域非常关心的一个问题。当然,测试条件及结果单位的不同是无法改变的,不过仅在数据数值一项上还是能够进行比较的。 Labthink兰光于2005年初同时向市场推出了严格执行国际压差法标准的VAC-V1气体渗透仪以及遵照ASTM标准的TOY-C1容器/薄膜透氧仪,通过一年的试验运行,对这两款设备进行了测试数据比对,部分比对结果如下:表1. VAC-V1与TOY-C1的测试数据比对表编号 试样材质 VAC-V1数据 TOY-C1数据 1 2 3 1 2 3 1 镀铝复合膜 0.417 0.402 0.374 0.31 0.36 2 OPP/VMPET/LLDPE 0.881 0.813 0.882 0.75 0.72 3 PVDC涂布膜1#(20μm) 1.647 1.45 1.43 1.69 4 PE/VMPET/PE(40μm) 2.581 2.63 2.531 2.80 2.79 5 PET/PVDC 5.30 4.96 4.92 4.98 6 PVDC涂布膜2#(20μm) 7.251 7.811 6.29 6.47 6.56 7 复合膜1# 7.98 9.95 10.00 8 PVDC涂布膜3#(20μm) 28.1 32.66 33.27 33.52 9 PE/PE/TIE/PA/TIE/PE/PE 63.393 61.811 58.976 53.1 54.47 10 复合膜2# 749.96 752.63 752.84 543.091 557.527 543.683 注:VAC-V1的单位是cm3/m2·24h·0.1MPa,TOY-C1的单位是ml/m2·day。 从表1中数据可以看出,在测试材料透氧量的增长趋势上,两款设备的测试结果表现出了很好的一致性,即如果材料的阻氧性差,则两款设备的测试结果均大,如果材料的阻氧性优,则测试结果均小。尽管两款设备各自都表现出了较理想的数据重复性,但是设备之间的测试数据还是存在差异的。如对于阻氧性优的材料(测试数据在5以内),TOY-C1的测试结果较VAC-V1小一点;对于阻氧性一般的材料(测试数据在5~50之内),TOY-C1的测试数据较大;但对阻氧性再差一些材料,TOY-C1的测试数据又较VAC-V1小了一些,而且随着试样透氧量的增大,设备间的测试数据相差也越大。 需要声明的是在获得表1中测试数据时两款设备的测试环境可能会存在差异,一是因为VAC-V1具有自控温功能,而TOY-C1不具有控温功能(具有控温功能的TOY-C1升级型设备TOY-C2透氧仪将于2006年初投放市场);其次,部分比对试验不是同步进行的,因此测试环境也有所变化。众所周知,试验温度的变化会给试验数据带来明显的影响,因此,考虑到两款设备在试验时可能存在的温度差异,除表中第10项数据外其他比对数据还是比较接近的。另外,以上比对试验都是在TOY-C1设备按标准气体校验而未经标准膜校验之前进行的(为TOY-C1的原始数据),如果按照ASTM以及ISO的等压法薄膜透氧检测标准中的要求进行标准膜标定,无疑会得到更加理想的比对数据。 以上数据分析仅是依据兰光实验室2005年的比对试验结果所得出的。兰光实验室在2006年中仍将进行大量的比对工作,比对数据将更加丰富。3、总结 需要特别声明的是,由于测试原理以及结果单位的不同,这两类测试方法是不应该直接进行比对的,单比对测试结果数值不具有任何意义。从兰光实验室的比对情况来看,这两种测试方法的测试结果值还是具有较好的一致性的。进行数据比对的前提是测试环境必须一致,如果环境温湿度相差较大,测试结果存在显著差异完全是正常的情况。
相关资讯
-
目前,软包装材料采用的基本都是里印,故复合过程中,无溶剂胶粘剂会直接与油墨接触;而最终产品的外观、剥离强度等性能与油墨、胶粘剂的匹配性直接相关。 油墨一般由连接料、颜料或染料、助剂、填充料等组成。油墨连接料有以下几种类型:氯化聚丙烯树脂(目前凹版里…
2025/6/22 16:07:54
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
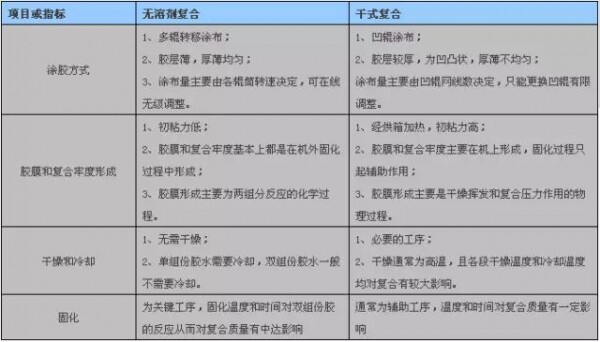
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34



共有 网友评论