BOPP薄膜生产中,根据薄膜品种(如平膜、普通烟膜、收缩烟膜)的不同,可采用间隙收卷或接触收卷。接触收卷时,如果控制不当容易导致空气进入膜卷引起皱纹,从而影响收卷质量。其主要原因是由于牵引机上的切进刀是固定不动的。 薄膜收卷时,由于拉伸作用的不均衡,不可避免会出现翘边现象;又由于大膜卷(直径大约83cm)的收卷层数很多,当采用固定切刀切边时,切刀在生产过程中不能左右移动,因此薄膜进入收卷时,也不能左右移动,这就使得膜卷两端的每层膜边在同一位置重叠起来,当膜卷两端高于中间部分,中间的薄膜压得不贴实,很容易导致空气被带人膜卷,造成收卷质量差等缺陷。 如果收卷时能使薄膜左右移动,也就是使每层膜的最外端不重叠在同一位置上,那么膜卷两端的累积厚度就不会比中间部分厚。这样收卷时,收卷压辊对膜卷表面压得较平直、贴实。为达到这一目的,把原牵引系统的切刀装置改造成可以左右移动的自动切刀装置。 拆除原机牵引系统两边的切刀丝杆上手轮。驱动装置选用带减速装置的变速电机,功率为0.4kg,输出轴转速为14r/min。电机轴与切刀丝杆由一对14/40减速齿轮副啮合(齿轮齿数的选择是根据速比而定),这样就使切刀丝杆转速为1.4r/min。丝杆螺距为5mm,则切刀每分钟移动距离为7mm(这就是切刀设定的每次左右移动距离)。开始生产时,按下切刀慢进工作开关,此时,切刀便按预先编好的程序工作:两端切刀同向移动7mm,然后停止运行5min(停止时间按需求设定),接着两端的切刀又反向移动7mm,再停止运行5min,不断重复,使得薄膜在进入收卷机收卷时也同样左右移动7mm,从而克服了收卷的翘边、起皱等现象,提高了收卷质量。 纸张箔使用方法及注意事项 1.必须根据烫印品种不同,选择合适的烫印箔。烫印时必须掌握温度、压力、烫印速度的三方面配合,并根据烫印材料,烫印面积的不同而有区别。2.切割时先让车刀飞转,然后轻轻推进,吃刀时电化铝烫印箔旋转方向就与收卷方向相反。3.电化铝烫印箔有一层真空镀铝层,它对酸、碱和潮湿环境十分敏感。为此要求用户所用纸张、油墨(特别是黑油墨)、燥油、复合的胶水必须是中性的。烫印件必须保持干燥,以免造成烫金层氧化或损伤。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
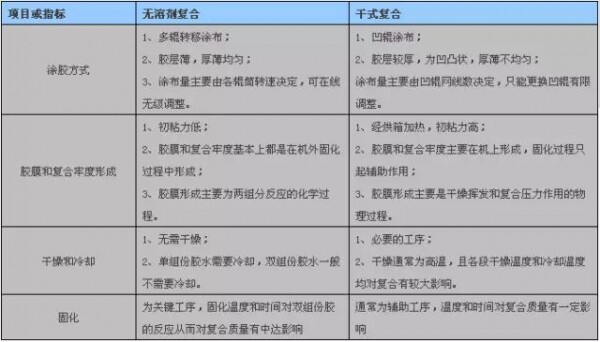
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论