注:这里所指的PET型胚由往复式螺杆注射装置和热流道模具成型而成。 型胚内部质量缺陷及排除方法型胚质量的优劣最终反映在吹塑成型的制品上,例如在拉伸吹塑上,虽然采取了有效的措施,仍然达不到瓶子的质量要求,这说明型胚的内部质量存在缺陷。为提高型胚内部质量,下面几点要注意:1) 材料必须足够干燥,含水量低于0.005%。2) 尽可能保持低的注射速度和塑化转速,塑化转速50-100r/min,螺杆线速度8m-15m/min。3) 尽可能保持低的塑化背压,背压力0.5-1Mba。4) 树脂在机筒,热流道体和热流道注射嘴中的停机时间尽可能短。 5) 热流道体、热流道注嘴和机筒的温度尽可能低。6) 材料干燥温度尽可能低。7) 模具冷却均匀。8) 保压压力不可太高,保压时间不应太长。三、拉伸吹塑PRT瓶是成型PET瓶的最后一个环节,直接关系到PET瓶的质量,所以对涉及到拉伸吹塑PET瓶的设备,工艺必须进行严格控制,才能拉伸吹塑加工出高质量的PET瓶。﹡人工半自动吹塑PET瓶设备﹡半自动红外线旋转加热器主要功能:利用红外线特点,对型胚均匀加热至吹塑温度。加热器主要由:温度可调的红外线灯管加热装置,变频装置调速的电机驱动的链轮链条旋转的中心公转机构,按装于公链条上插入型坯的调速的自转机构,控制柜等组成。 工作循环:人工插入型坯,型胚进行公转并且自转。在红外线幅射下,得到均匀加热,人工取出达到吹塑温度的型胚。﹡拉伸吹塑机。主要功能:对达到吹塑温度的型胚进行轴向拉伸,然后用高压空气吹塑成型。拉伸吹塑机主要由:气压机械合模机构,气压系统,拉伸吹塑装置,模具、控制系统等组成。工作循环:人工把达到吹塑温度的型坯放入单(双)侧模腔中,型胚靠自身瓶口螺纹进行自定位,然后合模、压紧模具。封口气缸工作,封死瓶口,拉伸气缸工作,拉伸杆端顶住型坯底部进行轴向拉伸至模腔底部,高压空气吹入型坯内腔成形。经一定时间保压冷却后,拉伸杆退回,封口气缸活塞退回,开模,取出制品(PET成型瓶)。拉伸吹塑PET瓶质量的缺陷排除方法(见下表) 拉伸吹塑PET瓶质量的缺陷及排除方法说明书缺陷原因排除方法不能吹胀型胚温度低 吹气压力低 延长加热时间(即降低加热器公转转速),提高加热温度。 检查吹气压力,吹气压力应为105Mpa-2.5Mpa 拉伸杆端拉伸时击穿型坯底部型坯底部的其它部位温度低 型坯底部温度高。 型坯材质差。 调节加热器加热的各段加热温度,提高型坯底部的其它部位加热温度。 排除方法同上,降低型坯底部温度。 改用型胚材料质量高的型坯。 产品的部分或全部发白型坯温度低 型坯质量差 延长加热时间(即降低加热器公转转速),提高加热温度。 选用质量高的型坯 产品透明度差 型坯温度太高 型腔内部质量不合标准 缩短型坯加热时间,即提高加热器公转速度,降低型坯加热温度。注:型坯拉伸吹塑温85-100℃ 选用符合质量标准的型坯
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
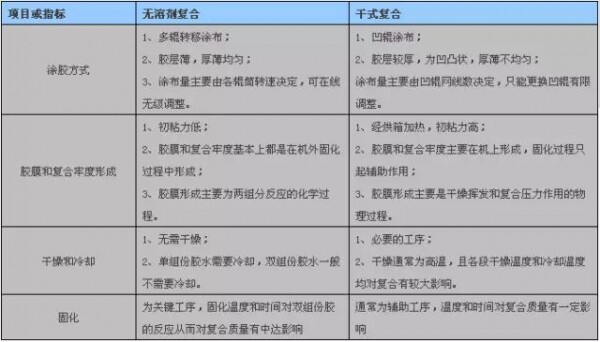
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论