
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33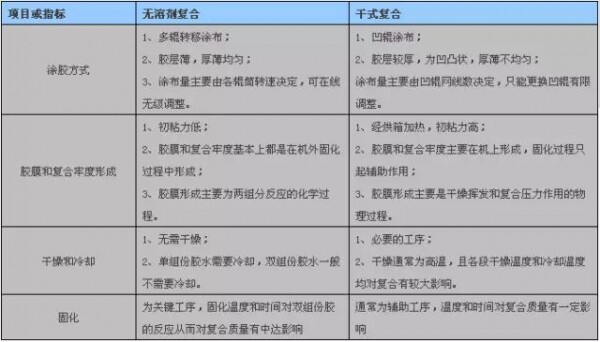
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16
共有 网友评论