表1 聚甲基丙烯酸甲酯注塑工艺条件 工艺参数 螺杆式注塑机 柱塞式注塑机料筒℃温度 后部 180-200 180-200 中部 190-230 前部 180-210 210-240喷嘴温度℃ 180-210 210-240模具温度℃ 40-80 40-80注射压力MPa 80-120 80-130保压压力MPa 40-60 40-60螺杆转速rp.m -1 20-30 注塑制品也需要后处理消除内应力,处理在70-80℃热风循环干燥箱内进行,处理时间视制品厚度,一般均需4h左右。 3.挤出成型 聚甲基丙烯酸甲酯也可以采用挤出成型,用悬浮聚合生产的颗粒料制备有机玻璃板材、棒材、管材、片材等,但这样制备的型材,特别是板材,由于聚合物分子量小,力学性能、耐热性、耐溶剂性均不及浇注成型的型材,其优点是生产效率高,特别是对于管材和其它用浇注法时模具。难以制造的型材。挤出成型可采用单阶或双阶排气式挤出机,螺杆长径比一般在20-25。表2是挤出成型的典型工艺条件。 表2 聚甲基丙烯酸甲酯挤出成型工艺条件 工艺参数 片材 棒材螺杆压缩比 2 2料筒℃温度 后部 150-180 150-180 中部 170-200 170-200 前部 170-230 170-200挤出压力MPa 2.8-12.4 0.7-3.4进料口温度℃ 50-80 50-80口模温度℃ 180-200 170-190 4.热成型 热成型是将有机玻璃板材或片材制成各种尺寸形状制品的过程,将裁切成要求尺寸的坯料夹紧在模具框架上,加热使其软化,再加压使其贴紧模具型面,得到与型面相同的形状,经冷却定型后修整边缘即得制品。加压可采用抽真空牵伸或用对带有型面的凸模直接加压的方法。热成型温度可参照表3推荐的温度范围。采用快速真空低牵伸成型制品时,宜采用接近下限温度,成型形状复杂的深度牵伸制品时宜采用接近上限温度,一般情况下采用正常温度。 表3 下限温度 上限温度 正常温度 冷却温度 149℃ 193℃ 177℃ 85℃ 此外,型材也可采用车、铣、钻、裁等机械加工方法。 四、聚甲基丙烯酸甲酯的应用 聚甲基丙烯酸甲酯作为性能优异的透明材料广泛应用在以下各方面: 1.灯具、照明器材,例如各种家用灯具、荧光灯罩、汽车尾灯、信号灯、路标。 2.光学玻璃,例如制造各种透镜、反射镜、棱镜、电视机荧屏、菲涅耳透镜、相机透光零。 3.制备各种仪器仪表表盘、罩壳、刻度盘。 4.制备光导纤维。 5.商品广告橱窗、广告牌。 6.飞机座舱玻璃、飞机和汽车的防弹玻璃(需带有中间夹层材料)。 7.各种医用、军用、建筑用玻璃。 五、定向有机玻璃 聚甲基丙烯酸甲酯板材在玻璃化温度以上经定向拉伸,并在拉伸状态下冷却,可以得到分子链处于取向状态的板材,称为定向有机玻璃。定向有机玻璃比之非定向有机玻璃的性能有颇大改善。 (一)定向拉伸方法 将优质有机玻璃板材加热至105-110℃(稍高于Tg),迅速置于装有固定夹具和水冷却装置的拉伸设备,拉伸至要求的拉伸度后,停止拉伸并保持在拉力下冷却。对于圆形玻璃板,是沿径向多向均匀拉伸;对于方形玻璃板,是沿互相垂直的两个方向拉伸。经拉伸后的有机玻璃板材,分子链沿板材平面方向产生双轴取向并被冻结。 (二)定向有机玻璃性能 与未拉伸的有机玻璃板材相比,定向有机玻璃分子链由于变为有序的定向排列,拉伸强度、弯曲强度、抗银纹性、抗裂纹扩展性、模量、断裂伸长率皆提高,冲击强度亦提高。上述各力学性能改善与拉抻度有关,拉伸度增大,性能改善幅度增大,但当拉伸度超过50%-60%后,除冲击强度尚继续有所提高外,其它性能基本上不再变化。因此,一般应将拉伸度控制在60%左右,这时材料具有良好的综合性能。
相关资讯
-
目前,软包装材料采用的基本都是里印,故复合过程中,无溶剂胶粘剂会直接与油墨接触;而最终产品的外观、剥离强度等性能与油墨、胶粘剂的匹配性直接相关。 油墨一般由连接料、颜料或染料、助剂、填充料等组成。油墨连接料有以下几种类型:氯化聚丙烯树脂(目前凹版里…
2025/6/22 16:07:54
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
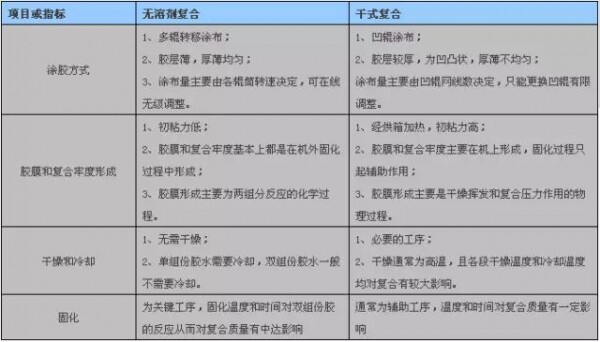
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34



共有 网友评论