2.3 铸片过程对厚度的影响 所谓铸片是指为了取得良好的拉伸效果,通过外力强制作用使熔体急速冷却制成无定型片材的过程,可见图4。 2.3.1 L-D(模唇—冷鼓)间隙的选择 熔体自模唇口流出在CD上铸成厚片的过程中,由于受到CD的牵引和pinning的高电压吸附作用,使得熔体在铸片时发生了预拉伸。L-D间隙的增大,MDO出口膜将会变窄,使得TDO拉伸比在原轨道宽度不变的情况下得到了进一步的提高。根据公式(1)可发现,拉伸比的提高将使拉伸更加充分,拉伸的均匀性得以提高,薄膜的厚度更趋于改善。实际生产中从厚度偏差和生产性两方面综合考虑,L-D间隙已由最初的4mm调至目前的15mm。 2.3.2 Pinning(SI)的位置调整 欲使熔体均匀骤冷至无定型态,一般需借助pinning系统的高电压场作用,使熔体在瞬间均匀吸附在CD上,均匀吸附的好坏决定着厚片中球晶数量的多少,球晶愈多不仅使生产稳定性变差,另一方面也使薄膜出现局部厚度变化,均匀性变差。表1给出了12B01满负荷时SI位置与厚度偏差的关系。 从表1可知,当SI-DIE距离为20 mm、SI-CD距离为8-10mm时,薄膜的厚度偏差最小,且生产稳定性好。 2.3.3 Dieline(模头线)的控制 处于高剪切速率的熔体经模唇口流出时,因离模膨胀作用会发生弹性回复现象,其中的奇聚物在离膜膨胀作用下会凝聚在模唇的上、下方,当其数量积聚到一定时,随着厚片的牵引,沿模唇横向将发生随机地与熔体铸片,在厚片及薄膜上即可发现无规的、长度不等的粗、细条纹,这就是模头线的形成过程。由于模头线极大地影响了产品的厚度均匀性,根据离模膨胀受剪切速率、冷鼓牵引力影响的机理,我们主要采取加大模唇开度和L—D间距,以降低模头压力和提高预拉伸比的方法来减少出口膨化现象的措施,生产中取得了良好的效果。以12/μm薄膜为例,其模唇开度控制在2.7mm左右时模头线趋于消失。 2.3.4 螺栓状态的确认 薄膜厚度的调节一般分为手动粗调和自动微调2种方式。自动微调是通过调节模头上方的热敏膨胀螺栓上加热元件的加热功率或温度,使其受热时膨胀,冷却时缩短,从而达到通过调节模唇开度来实现厚度精确控制的。为保证热敏螺栓处于较好的受控制状态,一方面将螺栓功率值以45%为中心,控制在20%-80%范围内进行自动微调;另一方面,当90%<功率值<10%时则需关闭自控,向中心恢复加热功率进行手动调整螺栓,若手调后厚度仍不理想,则应考虑确认螺栓本身机械态,以决定是否需要进行螺栓的更换。只有结合这两方面综合考虑,才能保证厚度受控的最基本的螺栓条件。 2.4 APC(自动剖面控制)对厚度的影响 2.4.1 mapping图的定位 所谓mapping图是指模头上每个调节螺栓与拉伸后薄膜TD方向的对应位置关系,它的准确性对薄膜厚度的控制非常关键。由于熔体在铸片时迅速冷却并被降温,会产生如图5所示的非线性预拉伸,所制的片材在经过纵、横向拉伸时由于温度、拉伸应力等因素的不同,将再次导致薄膜在横向上出现不均匀拉伸现象。为使测厚仪能够正确地控制各个螺栓相对应的厚度,就需要对横向上每个螺栓与拉伸后的薄膜准确定位。 生产中较常用的定位方法是在生产过程中通过在薄膜A片的OS、C、DS侧分别选择部分区域作纵向标记,然后再在C膜上量取拉伸后的标记数据作出相应的mapping图。以12 μm为例,轨道宽度为4.42m,则标记后的mapping图如表2所示。 从表2中可看出,相应于每个模头螺栓,mapping图给出了相对应的控制范围,根据这种对应关系,就可以达到准确控制厚度的目的。 2.4.2 控制方式对厚度的影响 BOPET的厚度控制是通过牵引站处的在线连续式射线测厚仪测出的厚度曲线,以及通过计算机的数据处理用于对模头螺栓加热功率的控制来实现的。由于牵引站与模头的距离较大,滞后时间与生产速度有很大的关系,因此控制器的时间控制常数非常重要。若时间常数较短,模头螺栓加热功率变化则会过于迅速,导致厚度的剧烈波动,从而影响模头背压的波动,进而又会影响到整个幅宽的厚度波动;相反,若时间常数过长,则响应时间过长,会导致某点厚度长时间处于偏高或偏低状态,出现控制不及时的现象。一些常见品种的时间控制常数如表3所示。 另外,由于射线测厚仪十分敏感,测厚仪探头的机械行走装置在往返过程中,会出现较大差异,因此在对测量结果进行处理时,为消除偶然因素造成的干扰,往往采用往返若干次,扫描结果叠加处理,来进行对模头螺栓加热功率的控制。特别在生产薄膜时,因生产速度较高,控制较为灵敏,常常采用4次扫描结果进行叠加,以减少模头螺栓加热功率的频繁调节,来实现对薄膜厚度的调节和稳定控制。 3 结 论 a)为使拉伸稳定、厚度均匀,须选择适合的拉伸比、拉伸温度; b)铸片过程中L—D距离、pinning位置、螺栓状态及Die line的控制对厚度偏差有着极大的影响。 c)欲使APC系统有效工作,需对不同品种进行mapping的定位,并采取相应的控制方式。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
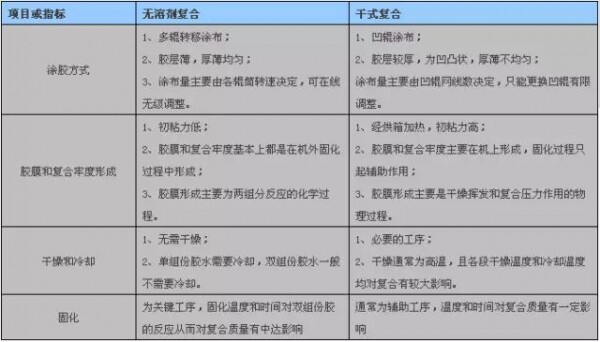
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论