2 结果与讨论2.1 胶粘剂配比对粘接性影响 聚氨酯分子结构中含有氨基甲酸酯基、酯基、脲基、异氰酸酯基等极性基团,使分子间通过氢键产生强内聚力,与被粘体基材也可产生氢键和范德华力。此外,异氰酸酯基又可与含有活泼氢的基团反应,形成化学键。鉴此,获得优良复合粘接性的关键因素是氢键密度和良好的交联密度。玉环、平遥,手工用的主剂与固化剂质量比都是8.5∶1相当于10∶1.17,而海宁用的配比为10∶1。中试产品的主剂与固化剂的理论配比为10∶1.05。由于环境中的水气和稀释剂中的水分要消耗一部分固化剂,所以固化剂用量要比主剂用量过量一些才能得到良好的交联密度和粘接强度(表3)。 2.2上胶量对粘接性影响 上胶量与网辊的规格和胶液的操作浓度有关。网辊的线数越少,胶液的操作浓度越高,上胶量越大。上胶量越大粘接强度越高(表4)。 上胶量多少对复合膜的耐蒸煮性、耐介质性也有影响,其中酸辣介质最明显(表5)。以玉环和海宁为例,上胶量相差38%,蒸煮后剥离强度相差51%。上胶量越大耐蒸煮性、耐介质性越好。根据成本和综合性能考虑,上胶量控制在4~5g/m2较适宜。 2.2 干燥温度影响 涂胶后的干燥是在干式复合装置的烘道里进行的,一方面热风吹向涂有胶粘剂的基材上方,使胶液受热将溶剂蒸除,另一方面又抽风,把含有大量溶剂蒸气的空气排出烘道。按GB/T10004 1998规定,复合膜的溶剂残留量要达到10mg/m2以下。整个烘道分3段加热,自进口到出口的温度应由低到高逐步提高,以保证溶剂缓慢而彻底蒸发,防止出现气泡等不良现象。一般第1段为50~60℃,第2段为70℃,第3段为75~85℃。由于蒸煮胶的上胶量大,胶膜厚,所带溶剂量也大。如上胶量为4g/m2,操作液质量分数为30%,则涂布胶液需13.3g/m2,其中溶剂量达9.3g/m2。上胶量为3g/m2,操作液质量分数为30%,涂布胶液量需10.0g/m2,其中溶剂含7.0g/m2。4g/m2上胶量要比3g/m2上胶量多带溶剂25%,所以各段温度应相应提高5~10℃,否则溶剂残留量偏大。2.3 复合辊的温度和压力对粘接性影响 复合是在薄膜上涂敷的胶粘剂已不含溶剂呈固态时进行的。当热塑性胶粘剂中无溶剂存在且冷却到室温时,其粘性不足,复合膜的剥离强度不高。只有将固态的胶粘剂加热到一定温度时,它才部分熔融,具有良好的粘性。一般复合钢辊表面温度控制在50~80℃,蒸煮胶主剂中聚酯相对分子质量较高,需要更高的温度才能将其活化。因所用薄膜耐高温性良好,所以复合钢辊表面温度控制在70~90℃为宜。复合辊的压力要随材料的厚薄而变化,一般控制在0.15~0.4MPa。压力太小容易造成贴合不够紧密,粘接强度不高,出现小气泡。手工复合时容易出现上述缺陷。由于蒸煮胶上胶量大,复合基材厚,如CPP达到70μm,所以它的复合压力应控制在0.4MPa以上。2.4 熟化条件的影响 熟化也叫固化,是让双组分聚氨酯胶粘剂的主剂与固化剂产生化学反应,使分子质量成倍增加,生成网状交联结构,从而有更高的复合牢度,更好的耐热和抗介质侵蚀性能以及耐久性。所制聚氨酯胶粘剂的固化反应,在室温条件下,需10d才能达到较完全的程度,周期太长,效率太低,工业上无法应用。提高固化温度,可加快反应速度,粘接强度也比低温熟化的高。但熟化温度太高,人员无法进入熟化室,故蒸煮胶的熟化温度一般控制在50~60℃。经测试我院研制的蒸煮胶在该温度下经72h熟化,剥离强度达较高值,固化基本完成。时间过长,强度反而下降。这是由于塑料薄膜在高温长时间烘烤下,其中的助剂从薄膜中迁移出来,到达胶层而降低了2层膜间的粘接强度,所以应合理地控制熟化条件。对蒸煮胶,最佳熟化条件为50~60℃、48~96h 2.5 蒸煮胶的复合工艺适应性 蒸煮胶的复合工艺适应性将影响复合膜的外观和质量。在玉环、平遥、海宁的上机复合工艺条件虽有差别,但其复合膜外观均平整,无气泡、花斑、隧道等不良现象。这表明我院研制的蒸煮胶对薄膜的润湿性良好,初粘力高。虽然海宁的上胶量只有2.8g/m2,但其所制复合膜外观也平整,未见隧道等不良现象发生。蒸煮后均无破袋、脱层现象。除辣椒酱三合一的剥离强度只有4.2N•(15mm)-1外,其他数据都与玉环、平遥相差不多。这又表明我院研制的蒸煮胶复合工艺适应性良好。3 结论 ①胶粘剂的配比、上胶量对蒸煮胶的复合强度和耐蒸煮性影响最大。上机复合时,胶粘剂的配比一定要合适,固化剂与主剂配比比理论量略多一点,保证上胶量达4~5g/m2。 ②干燥温度、复合温度和压力、熟化温度和时间都能影响复合牢度、表观质量和卫生性能,应严格控制。 ③我院研制的蒸煮胶复合工艺适应性好,能适应不同彩印厂的复合工艺条件,其耐蒸煮性已基本满足要求,有望部分替代进口同类产品。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
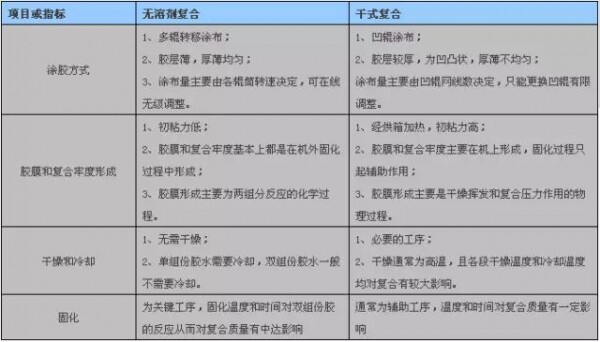
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论