3 实验结果与讨论3.1 固化剂种类及用量的影响固化剂-1及固化剂-2在不同掺量条件下的实验结果列于表2。由表2可见,2种固化剂中,固化剂-l的固化速度较慢。其掺量为5%~20%,固化时间为l10~50min 。由于固化时间长,混合料有足够的时间充分发泡,有利于形成数量多且分布均匀的孔隙。因此,所形成材料的孔隙率较高,表观密度较低,但强度偏低。固化剂-2的固化速度快,掺量为5%~15%时,固化时间仅为65~30min,混合料粘度迅速增加,影响了气泡的形成,故材料密度较大,孔隙率小,强度较高。根据上述结果,选择固化速度较慢的固化剂-1,以便材料充分发泡,提高孔隙率,降低表观密度,使材料具有优良的保温性能。固化剂-l的用量为10%~15%,材料不仅孔隙较多,而且还具有一定的强度。3.2 发泡材料的影响发泡材料铝粉及饱和NaOH溶液用量与材料表现密度、孔隙率、吸水率及抗压强度的关系列于表3。表3实验结果说明,当铝粉用量由0.3%增至0.6%时,发泡数量增加,因此,表观密度明显降低,孔隙率提高,而强度降低。孔隙(包括开口孔隙)增多,吸水率增大。为使保温材料具有较好的保温性能,同时具有一定的强度,且吸水率较低,铝粉的用量以0.4%~0.5%为宜。饱和NaOH溶液的实验结果与铝粉类似,但它对吸水率及强度的影响更显著,掺量为0.5%时性能较好。3.3 空心微珠的影响解决保温性能与其它性能矛盾的有效措施是引入空心微珠。空心微珠本身是多子孔的(且孔隙封闭),堆积密度小,可明显提高材料的孔隙率,并且填充粗大孔隙,使材料的孔隙构造发生变化,在改善保温性能的同时,不会造成吸水率增大或强度降低。空心玻璃微珠用量以及它与活性炭、粉煤灰漂珠搭配使用,材料表观密度、吸水率、抗压强度及发泡的影响见表4。由表4可见(1)当空心玻璃微珠掺量在8%~40%时,随着微珠用量增加,材料的表观密度降低,吸水率也降低,而强度提高。说明引入空心微珠确实可以改善材料的综合性能。但当空心玻璃微珠用量超出40%,达到56%时,由于混合料过干,造成发泡困难,影响了性能。所以空心玻璃微珠掺量不宜超过40%。(2)当将不同的空心微珠搭配使用时,其效果比掺等量同一种的空心玻璃微珠更好。如空心微珠掺量均为24%时,掺3种空心微珠(等量)的材料要比单独掺空心微珠的材料更轻,强度也略有增加。而且,当3种空心微珠的用量(质量比)为:活性炭:粉煤灰漂珠:空心玻璃微珠=1:(1~2):(3~4)时,效果更好。3.4 性能检测结果较佳配比的环氧泡沫材料表观密度不大于265kg/m3,孔隙率不大于45%,吸水率为2.7%,抗压强度不小于0.28MPa,抗折强度大于0.1MPa,导热系数不小于0.042W/(m·K),氧指数不小于28,耐热性:100℃不降解,吸声系数不小于0.12,损耗因子不小于0.11。4 结 论(1)以双酚A环氧树脂为基料,添加空心微珠,用铝粉和饱和NaOH溶液发泡,并加固化剂-1及适量阻燃剂,可制成任意尺寸和形状的环氧泡沫保温材料制品。(2)较佳配比:固化剂—1掺量为10%一15%;铝粉用量为0.4%~0.5%;饱和NaOH溶液用量0.5%;空心微珠掺量8%~40%,3种微珠用量比为活性炭:粉煤灰漂珠:空心玻璃微珠=1:(1~2):(3~4),阻燃剂适量。(3)材料具有保温性好、吸水率低、防火性好、无毒等特点,具有较高的强度、耐热性,并兼有吸声、阻尼减振等效果。(吕平)
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
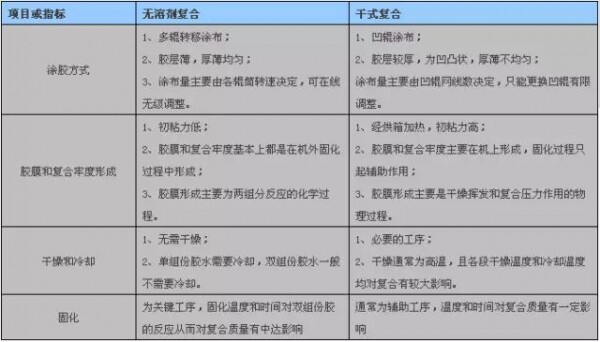
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论