一、引言 在正常的油墨、上光油与包装印刷或后印刷整饰技术中,有的人总想把包装印刷上出现的次品、废品问题单纯地归因于承印物质量,或油墨或上光油(俗称涂料)质量的低能及适性不好。而印刷者之所以理直气壮的推卸责任,这首先应从过去点滴的事件中找原因。他们之所以断然而毫无掩饰地把责任推给别人,是因为他们当中的一些人不愿意科学而系统地学习和掌握包装印刷技术及整饰技术知识,更不愿让别人判定自己的技术低能。 笔者通过长达近三十年的在全国各地油墨生产、印刷操作的技术跟踪服务后,总结出近十六大技术现象上的缺陷,并就补救的方案从理论上归纳成条,足以证明上述的断言是错误的。一些人往往不是真实地看到包装印刷为了低成本过多过量的稀释油墨或上光油,结果导致色彩的低劣;为了追求高利润,采用劣质的承印物以次充好,这种出于无奈的现象创造了新问题的发生,令我们的操作工整天穷于应付。因为时代在变,环境在变,潮流在变,印刷油墨或上光油的质量也在变,如果今天不变,明天不变,包装印刷技术上的问题将越积越多,反而成了包袱,直至技术的倒退。这就像过去对症处理方案,落后于今天的对因解决方案,这应该归结为油墨或上光油的性能、承印物的性质、操作工的技巧三大主因。也与历史的潮流、印刷的方式、整饰的手段、个人的技能共同促成了这一新的学说。 事实足以证明,追求一流,并不是量化的标准,只能分上中下等级,对症处理方法也同样会错误地沿着一条思路制造出一个又一个麻烦,花费巨大的经济实力去改造和浪费了多少个宝贵的时间去处理像下面所谈的技术难题,反而会分散对因某一问题的注意力,往往更使对因的解决方案难以实施下去——即“按了葫芦涨起了水”,反而越发复杂化了。为实现这一梦想,下面就其问题粗略地先就八方面问题谈一点自己的拙见,以便商榷。二、油墨或上光油制品的几大缺陷2.1 不足:1、包装印刷油墨和上光油在生产和贮存过程中往往出现:沉淀、析出、胶化、增粘、返粗、增稠、结皮、发花、混色、变色、褪色、颜、填料沉淀和结块。颜料分散不良,树脂配伍不佳,溶剂拼混不妥,颜料生产、贮存、发胀、凝胶。这些缺陷严重地妨碍了正常的油墨生产、贮存和使用。2、包装印刷及涂布整饰过程中往往出现:流挂、墨膜泛白、渗色、浮色、图文迁移、变形、墨膜软化、裂纹、桔皮、起皱、无平整度、咬底、串色、缩孔、缩边、针孔、起泡、侧光彩虹、变黄、褪色等等。3、印刷和后印刷整饰后往往出现:变色、褪色、粉化、裂纹、墨层剥离和脱落、起泡、腐败、针孔、起霜、雾化等等。 前后两者主要与包装印刷油墨或上光油的质量有关,中间主要与油墨或上光油的品质及印刷、整饰工艺设计、整饰质量管理、印刷、整饰环境条件等有关。所以讲,油墨、光油的开发生产人员必须了解包装印刷及整饰制品的不同,生产工艺和环境要求不同,选用的油墨或上光油也不相同。例如春夏秋冬气温不同,沿海及高原的湿度的不同,晴朗天气与梅雨季节的不同,印刷机械或整饰涂布机械的不同或速度不同,干燥(红外、紫外等)条件的不同,可能产生的缺陷也不会相同。A、故障现象:对于包装印刷制品(纸张或塑料软包装)的油墨或上光油,特别要注意的是:1、承印载体(底材)的表面状态,不同的承印物材料表面的平整度,气泡、内应力产生的变形、裂纹、粘连等。一方面应改进印刷或整饰成型技术,另一方面要采取必要的表面处理措施,实施处理,例如电晕电火花处理或化学喷涂的表面处理等。2、承印物尤其是聚烯烃材料的表面极性一般表面极性大,结晶度低的承印物与包装印刷油墨或上光油附着力强,例如PE、PP等软包装承印载体表面必须进行特殊的预处理,方可进行印刷或上光。3、油墨或上光油体系里的助剂的表面浓度,例如软包装承印物载体中的增塑剂易向表面迁移,尤其是软化点低的油墨膜在复合或蒸煮时其图文迁移变形。还有一个成型后甚至贮存过程中有机硅、石蜡等脱膜剂的存在,不利于包装印刷油墨或上光油的正常展示显现及附着,应该进行脱脂、清洗,但过量的使用硬脂酸或硅油的地方,完全清除是非常难的。例如软包装塑料制品的表面的带电荷状态,但作为绝缘体,该承印物和油墨或上光油表面容易由摩擦产生静电,因此,其表面很容易吸附尘埃。油墨或上光油在生产前,必须进行消除静电的解决方案。B、产生原因: 我们为了便于对包装印刷承印载体的缺陷进行认真的分析,下面就其产生的原因作一粗略的细分类。1、油墨或上光油质量有关的因素有:A、油墨或光油在成膜后的表面张力与包装印刷承印载体的润湿、附着性以及墨膜、油膜表面的流平性;B、包装印刷油墨或上光油体系的溶剂、稀料的溶解度参数是否相近?表面张力及挥发速率,尤其是挥发梯度是否平衡;C、油墨或光油的粘度、粘性以及流变特性,特别要注意粘度在成膜过程中往往会随着油墨印刷、光油涂布的方式方法以及印刷、涂布环境发生变化时的表征和特点;D、油墨或上光油中各种助剂在其体系里的合理性和兼容性及容忍度。2、包装印刷油墨或上光油的稀释和搅拌分散过程中存在有关因素有:A、灰尘和杂质的混入;B、过滤;C、稀释是否适合该油墨或上光油;D、油墨印刷、光油涂饰的粘度的调节和保持稳定。3、工厂尤其是车间在包装印刷、涂布环境的有关因素有:A、温度、湿度、生产时室内的风向、风量、风速;B、印刷油墨飞溅、气雾的污染;C、灰尘杂质的预防。4、露天生产、印刷涂布的环境因素有:A、油墨印刷、光油涂布的时间选择——气温、湿度;B、风向、风量、风速等;C、天气情况,例如阴天、晴朗、早晨和晚间等。5、承印物载体的有关因素有:A、是否是满版油墨印刷或满版上光涂饰底油,特别是套印中间的版与版的间隔距离、印刷速度、墨层、光油层的厚薄等;B、表面处理,吹风去尘及电晕处理;C、溶剂、化学试剂、表面活性剂处理,交联剂及偶联剂的添加促进;D、干燥原理、除静电装置、方式等。6、油墨的包装印刷和上光油的涂布整饰过程因素有:A、印刷、涂布方式方法(如手工或机械,高速或低速/胶印、凹印、柔印、丝印或转移印刷及转移涂布);B、除油墨、光油、承印物的质量外,操作工的技术(经验和技巧)水平;C、印刷、涂布的角度、速度、距离、墨膜和油膜厚度、包装的单色印刷或一版多色套印以及底油、光油的涂布道数、厚薄及类型等;D、空气的压力、风量、光能、光强、固化方法和干燥固化程度;E、包装印刷油墨或光油的补充系统中的循环速度、补充量和间隔时间以及稀释剂的粘度高低。7、干燥方式及放置时间的因素有:A、干燥(烘干、气干、红外、紫外等)及晾置时间;B、温度及升温速度及衡温时间的长短;C、环境通风和换气的速度。8、与油墨或上光油成膜条件有关的因素有:A、烘道(链式烘床)温度及分布情况、升温速度和恒温时间;B、干燥时间长短;C、换气速度和空气污染程度。 我们在上述的交流中可以逐条地分析:油墨印刷、光油涂布所能造成的包装印刷缺陷是多方面的。有的是一因一果,有的则是几因一果,还有是一因几果。只要我们思路开阔,条理清晰,再对因提出自己的解决方案,我们在总结教训、积累经验中就不会生搬硬套传统的对症处理的方法了。 尽管涉及的一些理论分析是理想的,但实际情况往往会比分析复杂得多——理论与实践的结合刚好能够缩小这种差距。$分页符$2.2 流挂:A、故障现象: 当在垂直表面上进行油墨的包装印刷和光油涂布整饰生产工艺流程中,油墨或上光油在成膜时往往由于重力的作用向下流动(A、当墨或油接触承印物一下铺展;B、当达到一定重力在最后一刻铺展;C、接触承印物逐渐铺展),这种流动情况保持到成膜之后,从而形成表面流(铺展)不平,上下膜厚薄不匀以及底部边缘增厚等状态,从上述A、B、C三种情况,我们希望看到的是C的状况令人鼓舞。因为从观察到的流动性,是在规定的时间内完成了铺展任务,但A往往产生水纹,B往往产生裂纹。这就是我们根据上述流痕的形状又分为以下几种类型:(1)流挂:油墨和上光油向不上不下(前)流动并逐渐增厚,或滞留在底边上,干燥固化后往往照原样保留;(2)流淌:油墨或光油在被机械印刷在承印物表面时,大面积流挂,常称水纹;(3)流坠:这是本文所讲B状况,即印刷、涂饰或升温干燥过程中产生局部流挂,形成波浪形(称水纹)、半圆形(称气纹)或条纹状的次废品。B、产生原因: 从油墨或上光油流挂的本质上讲,其产生与印刷、涂布过程中油墨的或光油的流动性或流变特征有关联。有的时候则与承印物的处理好坏有关系,如在当附着不良的光滑表面上,印刷或涂布的压力依旧时,也容易出现所讲的流挂状况。 当我们调整了包装印刷油墨或上光油的流变特性后,大大促使了油墨或上光油在高剪切速度下,印刷涂布具有的低粘度,进而有利于该油墨或上光油的流平性。同时当我们在低剪切速度下(油墨或上光油成膜)具有高粘度便防止了流挂,这是一个十分艰难的任务,大多数厂家采用适当的低粘度、高含量树脂连结料,选择PH值适中的颜、填料及助剂,制造的油墨或上光油使之具有一般印刷的触变性。其追求预防流挂和达到流平这一矛盾的统一目的。 包装印刷油墨和上光油的粘度在印刷、涂布过程中与溶剂挥发速率及挥发梯度的关系很大。溶剂挥发的平衡又快,油墨增粘快,有利于预防流挂,但不易流平。对于热固性或光固化包装印刷油墨或上光油的干燥固化速度直接与粘度变化有关。反应慢、粘度低容易流挂是我们应慎重对待的任务。 我们知道,温度、光强对粘度的影响很大,挥发干燥性、氧化渗透干燥性、光固性、热固性的包装印刷油墨或上光油体系中,氨基油墨的湿膜在高温烘烤时粘度下降,往往引起流挂是十分头痛的故障之一。通常采用“湿对湿”的印刷生产解决此问题。 这就是我们常说的牛顿流体在垂直面上受重力作用的流动状态。如果不考虑墨膜或油膜干燥过程中粘度的变化,包装印刷油墨或上光油的流出(铺展)的速度与流出的墨或油墨铺展的状况。这与油墨或上光油的密度、重力加速度:油墨、光油膜的粘度=成膜的厚度。 实际上,包装印刷油墨或上光油的粘度在质子接受体(酸)和电子给予体(碱)相协平衡过程/成膜和干燥过程是非牛顿型流体。我们从上述两个形式中可以看出,并不适合适用于油墨或上光油。但可以看出与膜厚n的平方以及Q与n的三次方成正比。因此,为预防流挂,严格控制墨膜或油膜厚度是至关重要的。 另一方面可以提高油墨或上光油的屈服值以提高流挂极限——它们之间成正比关系。还有可以采用“湿碰湿”的印刷涂饰或超高速杯式的静电印刷机等新技术去达到自己的目的。C、对策方案: 流挂和流平是油墨包装印刷和光油涂布开发遇到的最常见故障之一,开发能够满足油墨印刷操作,光油涂饰要求具有一定触变性的油墨或上光油是预防流挂的基础。针对不同的油墨、光油选择防流挂助剂和流平剂的适当组分是有效的途径。若把两者协调统一起来,助剂是发展的方向。再如水墨加入天扬化工厂生产的TM-200S,溶剂型油墨加入TM-27偶联剂,便可增加粘度,提高光泽,凝胶、已胶化的油墨加入TM-3便可立即流动,预防堆版印不上墨。 其二,正确选择溶剂和稀释剂,控制油墨或上光油粘度及干燥过程中粘度的变化。其三,有光的热固油墨或上光油,光固化的UV油墨或上光油采用上述的方法也是可以的。墨膜、油膜重印、重涂或预先打磨处理。其四包装印刷或涂布整饰,严格墨膜、油膜厚度管理,印刷上光时对操作工的技能考核,对各承印物的印刷制品的质量参数的把关,以及空气压力、印制速度、干燥时间、吹风角度、套印间距等均应掌握。其五,严格控制印刷、涂饰过程中的环境管理,包括时间、温度、湿度、换气和通风的控制等等。$分页符$2.3 白化:A、故障现象: 油墨或上光油(又称涂料)在干燥过程中或成膜后产生白霜的云雾状的油墨膜或光油油膜称为白化,常称为泛白。通常产生于溶剂挥发干燥型油墨的印刷或上光油的涂布生产过程,严重时引起失光。也有UV油墨或UV光油因未被光子吸收的分子固化,当在一定温度环境条件下,残留在膜内的分子溶剂(水)仍会重新释放而产生白霜雾化的泛白。B、产生原因: 印刷或整饰过程中,墨膜、油膜中残留的溶剂或混入了水份,(1)溶剂快速蒸发引起墨膜表层温度急剧降低至环境温度的露点以下,从而导致湿气凝结成水而混入油墨中;(2)高温季节油墨印刷或光油涂布时,压缩空气中的水分未完全分离干净而又混入墨膜或油膜里;(3)UV油墨或UV光油表干内湿(未被光子吸收的分子)的膜当在一定的环境、湿度及光条件下,有机会释放残留的溶剂仍会被稀放过程中的水分子侵入,因而油墨或光油自身带有残存的水溶剂或承印物表面未干燥好。 包装印刷油墨墨膜或光油油膜在成膜过程中由于聚合物连结料树脂析出而影响墨膜或油膜的透明度,一般采用真溶剂和稀释溶剂作为混合溶剂时,如果强溶剂挥发速度快,留下不良溶剂的比例增大就会引起油墨、光油体系里的树脂连结料析出沉淀而泛白,当然水分的混入(包括承印物的水分)也可以降低上述两体系里树脂的溶解度而析出。而UV油墨或UV光油则应因光强达不到使分子未被吸取完全(过度的光强则会使UV油墨分解,这更是我们不愿看到的)。C、对策方案: 白化(泛白或失光)已经分析与环境及承印物的相对湿度、溶剂和连结料有关,以及残存在UV体系溶剂分子,都应严格控制下面六大因素以预防墨膜、油膜的白化。(1)选择适当的承印物和溶剂以及稀释溶剂,控制其挥发速度及光的强度,防止墨膜表面温度过低以及预防树脂连结料的析出;(2)严格控制环境相对湿度<70%,湿度大时可加入防潮剂,也叫防泛白剂——即慢干溶剂。通常主要是环已酮、乙二醇、丙二醇类化合物,既可与水,也可与有机溶剂混溶,促使水分一起挥发,但其加入量要严格控制;(3)提高光能主要是UV类油墨、光油固化时的光强;(4)承印物表面要烘干,最好保持温度高于环境温度;(5)包装印刷时甚至光油涂饰时,稀料要采用脱水溶剂杜绝压缩空气带水;(6)严格连结料与溶剂体系及稀料的配合,预防树脂聚合物油墨、光油生产、贮存,甚至在印刷、涂饰过程中析出。$分页符$2.4 渗色、起霜:A、故障现象: 打底的光油或满版图文的油墨,在承印物载体中,颜料的渗入墨膜、油膜中导致表面油墨或上光油色彩颜料的改变或发花。我们知道,容易渗色的颜料在印刷油墨的图文墨膜或上光油的油膜表面析出叫做起霜。B、产生原因: 包装如塑料或铝箔承印物表面的着色物质或底印层中的着色颜料被表面的油墨的溶剂溶解并迁移至墨膜或油膜中导致渗色和起霜,通常无机颜料不存在此类问题。红色或紫色的有机颜料问题较多,打底的油墨或底油在和表面油墨体系里溶剂配伍,选用颜料的耐溶剂性能等方面都应考虑进去。C、对策方案: 针以包装塑料或铝箔承印物的多样性时,可采用下列方法:(1)为预防渗色可采用封闭性好的底油或满版的白色或黄色油墨,它们的耐溶性和流平性均好。再如,醇溶性的聚酰胺树脂配上聚乙烯醇缩丁醛或达玛树脂与银粉、云母粉等封闭颜色组成单组份封闭的白色油墨或上光油以及双组份的聚氨酯油墨、光油;(2)在使用有机颜料时,要选用耐溶剂性好的颜料、底油、面油、油墨颜色和结构颜色尽量接近的色相的颜料;(3)当油墨、光油满版印刷或底涂为单组分热塑性油墨或上光油时,适量加入少量热固性树脂连结料以保证蒸煮后的墨膜附着性。墨膜表面的溶剂应该选用溶解力较差的进行配伍;(4)当满版白墨或黄墨或满版底油完全固化后,再进行表面的套色印刷,里印时,套印的颜色干燥后,再进行最后一道的遮底印刷或满版的光油罩光。$分页符$2.5 粘连、迁移:A、故障现象: 在数千种包装承印物中,例如软质的聚氯乙烯或纤维素类塑料等,油墨印刷或光油涂布后出现墨膜的软化,其它承印物的表印后的粘连、迁移、回粘现象,相反一些含有增塑剂的油墨或上光油、软化点过低的油墨体系的连结料树脂,经过一段时间,墨膜或油膜层发脆(增加过量的增塑剂,一旦被承印物吸收,就是反迁移)。B、产生原因: 软化点过低的树脂连结料或过量的增塑剂在塑料和墨层之间的可迁移性往往受多种因素的制约,我们知道这种制约应具有以下条件:(1)与承印物的种类和类型有关,当仅为增加承印物弹性加入少量增塑剂时,迁移性小,而软质的软包装塑料制品中常常含有比较多的增塑助剂,难免不发生迁移现象。当然了,化学稳定性好和分子量大的承印物发生上述现象的可能性就会小。(2)与增塑助剂的种类有关。大家知道,增塑剂的迁移性与其本身的粘度的平方成反比,这与分子量太小、分子结构、低聚物增塑助剂是否带有支链等有关,增塑助剂与塑料承印物之间的内聚能越接近,相互结合就越高,迁移性越小。(3)与承印物塑料的2次、3次……的加工方法及包装印刷或涂布整饰和生产工艺有关,如温度高、时间长容易发生粘连及迁移。C、对策方案: 在包装印刷制品中,为解决因油墨、光油体系树脂软化点低而粘连和增塑助剂的迁移问题,我们应从承印物塑料和印刷油墨或上光油两个方面考虑:(1)尽可能采用软化点高的树脂作为油墨或上光油的连结料,尽可能少用或不用增塑剂。(2)尽可能选用迁移性小或非迁移的增塑助剂。(3)力求使油墨或光油与承印物之间的亲和性达到最佳状态(平衡)。 在日常生产中,为了包装印刷的目的,我们往往改变承印物本身的可能性很小,而且在很多情况下对包装印刷制品中增塑助剂、连结料树脂的软化点参数不得而知,这就要求油墨或上光油的研究单位或生产企业结合表面预处理对油墨或上光油的配方设计中的配伍成份通过实践实验去调节。2.6 墨膜裂纹:A、故障现象: PS、PMMA、ABS、PC等热塑性包装印刷承印物往往在印刷涂饰后,墨表面产生微细裂纹,常称为微裂,或者叫溶剂开裂。相反,热固性承印物却很少发生这种故障现象。人们知道,当适当的偶联或交联后可大大提高其抗裂纹性能,最简便的方法是在热塑性承印物体系加入热固性树脂,或在油墨、光油体系里加入粉状碳纤维粉解决之。B、产生原因: 承印物或油墨墨膜、光油油膜裂纹产生的原因很复杂,既有环境和温度的,又有溶解与聚合物接触后表面能会降低等方面的原因,至今尚无一个完整的、令人信服的学说予以说明。但起码是以下原因促成了这种故障现象:(1)温度;(2)聚合物与溶剂接触;(3)溶剂渗入聚合物内部;(4)溶剂使聚合物表面层发生溶胀;(5)热塑性承印物(此仅指塑料)印刷加工中残留内应力与外应力协同作用等导致裂纹。现大多数人认为是塑料制品在印刷或上光后表面开裂的重要原因,这可能是该制品内部和外部应力同时存在。这就是通常所说的临界开裂应力,或者叫做软包装塑料的抗开裂与油墨、光油的内聚能、溶剂类型以及溶剂接触时间以温度存在的相互关系。当我们从PC对已烷、乙酸乙酯、邻甲酚三种溶剂的温度依存的不同关系上看到,其中抗裂性能会随着温度的升高(-15~60℃)对已烷来说会急剧下降,而对乙酸乙酯则呈升高趋势,但变化往往不大,而对邻甲酚在30℃时有一个最低点,然后呈升高趋势,PMMA在二甲苯、乙醚、氯化碳三种溶剂的抗裂性的均会随着温度的升高而急剧下降,其中在乙醚中最易开裂,其次为二甲苯等。 软包装承印物——塑料及印刷墨膜的开裂性与溶剂的挥发速度也有关系。即溶剂挥发快,极容易产生应力,也就易于产生裂纹。所以说,高沸点溶剂和低沸点溶剂应混合搭配使用,使溶剂在挥发过程中的递度平衡也是抗墨膜开裂的有效途径之一。例如在油墨或上光油体系里添加天扬化工厂生产的TM-27偶联剂1-3%也是一个不错的方法。目前,添加微量的聚四氯乙烯蜡也是有效的方法。C、对策方案: 包装印刷制品为了预防墨膜或油膜的裂纹,应从下面几方面着手:(1)溶剂尤其是稀料适当选择溶解力和挥发梯度平衡的溶剂配伍;(2)选择适当的印刷或涂布的干燥方法,特别升温速度及衡温时间,尽量减少干燥过程中产生的应力;(3)印刷或涂布前对承印物进行冷却降温处理,消除软包装塑料加工中的残余内应力,最大限度减少内应力。另外在加工生产工艺流程方面严格外,必须通过实验寻找适当的熟化(冷却、降温)条件,否则就很难达到消除裂纹的目的。$分页符$2.7 起皱不平:A、故障现象: 印刷油墨墨膜和涂布光油油膜干燥固化过程中往往会产生皱纹、气纹、缍纹等的表面缺陷。由于产生的原因是多方面的,可分为以下几种情况:(1)一版多色套印产生的发皱;(2)由于重印咬底产生印刷图文墨膜起皱不平整(服);(3)油墨或上光油在高温成膜时,由于酸性气体引起的皱纹气裂;(4)还有环境湿度大时产生气纹。而墨膜或油膜厚则易产生皱纹,为了冷却风吹大了极易产生缍纹。B、产生原因: 包装印刷油墨体系采用氧化聚合交联固化的醇酸树脂、改性醇酸树脂或干性油,由于它们在油墨印刷、光油上光场合下,如过量使用钴催干剂,极容易发生起皱,这是因为墨层或油层表面吸收了氧化固化而结皮,从而阻止了氧渗透至墨膜、油膜层内部,因此,印刷油墨、涂布光油层上下产生应力而引起发皱,同理冷却吹风大产生的应力引起气纹也就是这个道理。醇酸树脂或苯乙烯改性醇酸树脂油墨体系在进行第二、第三道套印或上光时,如果打底的满版墨膜层或光油层未完全固化时,可能会被二道或三道的印刷油墨或上光油涂饰体系的溶剂溶胀而发皱。产生气纹的原因往往是高温气体中含有的酸性气体对油墨、光油连结料固化产生了催化作用引起的墨膜层、油膜层表面硬化而产生内应力引起的发皱,严重时,油墨或光油在墨斗生产过程也会产生发皱结皮现象。还有在氧类的高固体分的UV油和UV光油层也容易产生气裂就属这个范畴。C、对策方案: 我们适当选择催干剂进行油墨、光油的配方设计,尤其是注重调节醇酸类油墨或上光油的干燥方式及速度,控制印刷图文墨膜和涂布上光油油膜厚度,从而确保墨层均一固化,以避免发皱。更主要的是避免在上层油墨(或光油)中使用真溶剂,最好采用挥发速度快的稀释溶剂,并严格控制油墨印刷、光油涂饰的间隔时间,确保打底满版印刷或满版涂饰层能够充分固化后再进行第二道的油墨印刷或涂饰上光。这样不仅可以消除由于咬底或串色产生的发皱,例如含有轻质氧化镁的油墨或氯化聚烯烃及醇酸树脂连结料在打底油墨印刷,表面光油涂布在加入不当或含有二甲苯等真溶剂就容易聚结、发皱。 影响气裂的因素还有酸性气体、湿度、光、温度、混入杂质、膜厚、接触时间过短等等。 为减少和避免产生气裂的缓慢迁移,使用高沸点溶剂、表面活性剂和偶联剂。例如水性包装印刷油墨和水性上光油添加胺类物质都是有效的方法,其中加入吗啉的效果优于其它。另外,要严格控制油墨在印刷、光油在涂布时生产环境,不断提高换气能量,避免异物、尘埃混入都是十分有益的。2.8 桔皮、结皮:A、故障现象: 油墨在包装印刷和光油在涂饰时,不是生成平滑的表面,而是形成如桔皮那样凸凹不平的墨膜或油膜故障现象,使用溶剂挥发快的溶剂型油墨或水型油墨进行印刷时,容易发生桔皮、结皮。B、产生原因: 包装印刷制品出现图文墨膜或满版罩光后出现桔皮的故障现象,其根源在墨膜或油膜不能很好的流平。在墨膜或油膜干燥过程中,由于该体系里溶剂的蒸发,其表层与内部从微观上分析是不一样的,这可能是表层的连结料(树脂)浓度高于墨层、油层内部,从而产生了表面张力梯度和粘度的梯度。这就会在开始流动,当流动停止时就会出现这种(桔皮)缺陷。也可能是由于油墨或上光油的浓度的增加,溶剂的挥发速度降低,溶剂逐步扩散导致浓度差和表面张力差的逐步消除。最终能形成平整的墨膜或平整的油膜——流平。其二油墨或上光油的粘度上升至一定的程度后停止了流动。其三是油墨或上光油的浓度上升到屈服值以上停止了流动所致。有的在一开始流动到一定刻度值,有的则是在最后某一瞬间流动到一定刻度值,我们需要的是逐步、在一定时间内完流(动)平。 大家知道:前两种情况下都可能会引起不良的流平而产生凸凹不平的结果,当我们在采用喷码打印或喷涂上光时,也可能由于溶剂选择不当(如含有过量的挥发速度过快的溶剂或稀释溶剂),加上印刷、涂饰的环境温度过高或过度的通风(吹风),再加上喷、涂距离太远(包括凹印的刮刀过低),印刷油墨或上光油粘度过高等都极有可能造成桔皮的产生等。C、对策方案: 我们为了预防墨膜或油膜桔皮的产生,其重要的一条就是改善油墨印刷、光油涂饰层的表面张力状态。往往添加少量二甲基硅油等助剂可取得明显效果。二甲硅油聚集在墨膜的表面,调节溶剂能够十分均匀的蒸发、挥发、氧化。调配适当的高沸点溶剂和稀释剂,加入流平剂以改善墨膜的流平,以及控制一定的印刷压力,保证墨膜的厚度均匀一致平滑。 作者 刘涛 转载自:《油墨工业》
相关资讯
-
目前,软包装材料采用的基本都是里印,故复合过程中,无溶剂胶粘剂会直接与油墨接触;而最终产品的外观、剥离强度等性能与油墨、胶粘剂的匹配性直接相关。 油墨一般由连接料、颜料或染料、助剂、填充料等组成。油墨连接料有以下几种类型:氯化聚丙烯树脂(目前凹版里…
2025/6/22 16:07:54
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
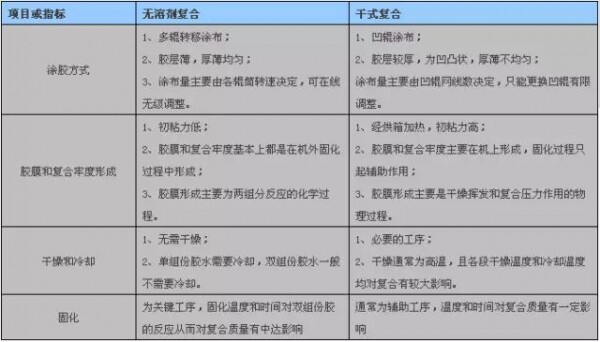
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34



共有 网友评论