3.2 氧化诱导期试验中的影响因素3.2.1氧气流量对OIT测试结果的影响 在氧化降解过程中,氧是活性反应组分之一,从聚乙烯在氧气流量为35mL/min~60mL/min区域中6个点的OIT200℃试验结果可以看出,随氧气流量的增加,样品OIT值呈下降趋势(图1,表3),即氧气流量的增加会提高氧化反应速率(1/OIT)。另外5mL的流量差所造成的OIT差异为2.3~3.5min,在测试结果的10%以内,我们认为对试验结果的影响并不显著,所以OIT试验中规定氧气及氮气流量为50±5mL/min是比较合理的。3.2.2样品重量对OIT结果的影响 样品重量为5mg,10mg,15mg的OIT200℃试验结果见图2. ,现行标准ASTM D3895-98选5~10mg,其它聚烯烃管材管件的国际标准和国家标准都选用15±0.5mg,从我们的试验结果来看5~15mg内对OIT并无明显影响。但用15mg试样进行试验时应尽量将管材试样切薄,铺开,避免在试验中粘到铂金盖上,造成污染,影响下一个试验。若出现这种情况可用溶剂清洗,如清洗不干净则应该烧炉子(指美国PE公司功率型DSC),要注意取出铝皿,温度不要超过550℃,这样做会缩短DSC的炉体寿命又耗费时间,因此为了避免出现上述情况,选择5~10mg的料量会更好些。 3.2.3管材取样部位对OIT结果的影响 我们从聚烯烃管材内壁、中部及外部分别取样进行OIT测试(图3),大多数管材的OIT结果都是内外壁稍低,中部偏高,也有少量样品例外。熔融聚烯烃挤出时带热表面与空气接触后氧化,生成过氧化物和羰基,其量取决于温度和氧的浓度,也可能仅限于在管材表层,表4是在管材OIT200℃测试中碰到的一个特例,管材内壁的表层上形成一层异常光亮的表皮,表皮上五次OIT试验结果分散性很小,其平均值远远低于中部和外部。因此,OIT结果与取样部位有关,要使试样具有代表性,试样应该包括管内壁、中部和外壁。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
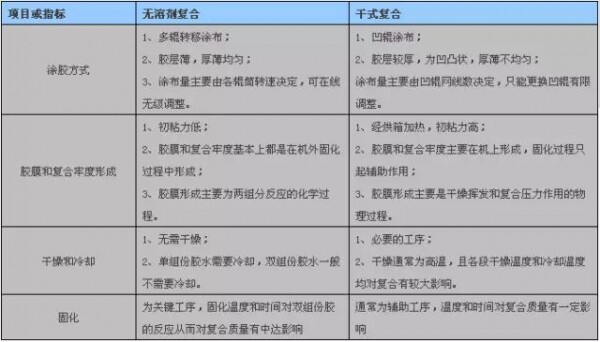
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论