1950年,美国杜邦化学公司以“聚对苯二甲酸乙二(醇)酯”做原料,首次开发出一种合成纤维。聚对苯二甲酸乙二酯的俗称是“涤纶纤维”,代号为PET。目前市售的PET包装容器,主要是PET树脂经吹塑成型的塑料容器。它主要依赖于高粘度、高品位的瓶用级PET树脂的发展,以及双向拉伸吹塑技术的开发。双向拉伸吹塑PET瓶的实用化,至今不过20多年的历史,然而由于PET瓶优良的物理机械性能、良好的经济性以及对环保要求很好的适应性等众多的突出优点,已经成为包装容器领域中一个极其引人注目的新秀。目前在我国已形成年产数10亿只瓶的生产能力。 1 PET树脂的分子结构与物理特性 PET树脂的微观结构中的大分子链,是由多个对苯二甲酸乙二酯的链节重复而成,具有良好的规整性为其提供了较佳的结晶性能。其分子链比较刚硬(主链中存在有苯环),分子间的作用力较强(有较强的极性),赋予了PET树脂良好的刚性、强度和对非极性气体等物质的良好的阻隔性能。 PET树脂是一种典型的晶体型聚合物,但其结晶速度较慢。通过结晶处理,可以大幅度地调整PET制品的性能,以适应应用上的需要。与聚乙烯、聚丙烯等晶体性树脂相比,PET大分子链的刚性较大(存在有亚苯基结构),因而结晶速度要慢得多。 PET树脂本身具有良好的热稳定性,但是在有水分存在时,易产生降解。降解的结果会导致PET分子量明显下降,特性粘度与制品的机械强度亦相应地下降。因此必须在成型之前,尽可能地排除其含水量。一般认为含水率低于0.005%为宜,至少应在0.01%以下。 2 PET的吹塑成型容器 2.1 PET的双向拉伸吹塑 由于PET树脂在成型加工过程中经过拉伸处理,制品中的高分子产生了良好的定向排列,因此制品除了具有PET树脂所固有的一般优点之外,机械强度和许多物理性能均有明显地改善,从而表现出一系列优异的特性。 (1)机械强度高 双向拉伸PET瓶的机械强度,不仅高于PVC容器而且明显地高于直接挤出吹塑法生产的PET容器。 (2)物耗低、重量轻 由于双向拉伸PET瓶具有高的机械强度和优良的物理性能,它可以采用较薄的壁厚以降低消耗,从而降低PET瓶的成本,提高其经济上的竞争力,同时还有助于降低运输成本。 (3)耐化学药品性好 主要表现在耐油性、耐有机药品性、耐酸性等方面,此外它有适度的耐碱性。 (4)外观优良 双向拉伸PET瓶的透明性好,雾度低,具有玻璃般的透明性和光泽度;此外PET的着色性能好,可以制成使用上所需要的各式各样的颜色。 (5)卫生性能好 双向拉伸PET瓶已成为当今世界各国所普遍认可的、可用于包装食品、药物等商品,是一种可靠性高的无毒包装材料。 (6)废弃的双向拉伸PET瓶易于处理 主要有降解法制取树脂、回收造粒、焚烧回收热能等方法。 2.2 PET瓶的双向拉伸吹塑方法 PET双向拉伸吹塑有多种实用化的工业方法。就型坯的制造方法而论,可分为挤出法与注射法两类。而注射法中,又有一步法(热坯法)和二步法(冷坯法)之分。其对比如表1所示。但无论采用哪种成型方法,制造双向拉伸PET瓶都需要事先制成型坯,然后再在适当的条件下,进行拉伸吹塑,制得最终的产品。注射拉伸吹塑,其型坯是经过注射的方法制得的,尺寸精度比较容易控制,瓶口的密封性比较容易保证。故这种成型方法应用十分广泛,目前PET拉伸吹塑基本上均采用注射拉伸吹塑。 PET的拉伸吹塑,主要包括型坯注射成型、型坯再加热、拉伸吹塑等3个基本部序。现分别简要介绍如下: 表1 热坯法与冷坯法对比项目项目成型方法 热坯法冷坯法生产运作的特点注、拉、吹的过程在一部机器上进行,能耗较小,不易控制。制备型坯和拉伸吹塑过程在两部独立的机器上完成,能耗相对高。型坯的运送状况内部一次完成,不需要在线外运送,减少型坯的污染和损坏。需要不同的设备,各自生产,甚至要外购。存在损坏和污染的情况。设备的维修与投资设备一次性投资大,维修相对困难。大幅度减少一次性的投资,易于维修。 (1)型坯注射 注射高透明、壁厚均匀性佳的型坯,是制得优良的PET拉伸吹塑瓶必不可少的条件。PET树脂中水分的存在,对于PET的成型加工具有很大的危害,因此应事先对制备注射型坯的PET物料进行干燥处理。为防止己干燥好的PET在注射成型过程中吸收空气中的水蒸气,注射机一般都配用干燥料斗。 PET树脂的熔点在260℃左右,分解温度在290℃以上,料筒和流道的温度可在260-290℃左右这一广阔的温度范围内选定。适当地提高料温有利于改善型坯的透明度;但高温注射时,型坯中的乙醛含量有增大的趋势,对此必须予以必要的重视。 (2)型坯的再加热 二步法注射拉伸吹塑,需将型坯从注射模中取出,使它冷却到室温。一般还需要24小时以上的停放,使型坯达到热平衡。在拉伸吹塑前,将瓶坯加热到拉伸吹塑的温度。 再加热过程一般在恒温箱中进行。恒温箱采用远红外或者石英加热器加热,也可采用射频加热。瓶坯不需要加热的颈部采用隔热屏加以保护。比较理想的方式是使型坯在烘箱中移动的同时不断地旋转,以利于均匀地加热。 经过再加热的型坯还需要经过“温度调节处理”。其必要性在于刚加热的型坯沿着厚度方向(径向)的温度分布是不均匀的,刚加热以后,型坯的温度分布对于拉伸吹塑的加工是不利的。因此需要一个温度调节处理过程。所谓“温度调节处理”,就是使加热完了的型坯的外壁与冷空气接触,得到调节冷却。温度调节处理的时间因加热历程不同而异,一般在10余秒至半分钟左右,最后得到温度约为100℃且温度分布比较平缓的再加热型坯。 (3)拉伸吹塑 拉伸吹塑可先行拉伸后再吹塑,也可同时进行拉伸与吹塑。拉伸吹塑采用的压缩空气的压力较普通吹塑的压力要大,一般在2MPa以上。PET的拉伸吹塑通常在纵向的拉伸倍率小,横向的拉伸(吹瓶)倍率较大。大的拉伸倍率有利于提高PET的物理机械性能,但是过高的拉伸倍率则可能导致内部出现细微的裂纹,呈现外观泛白的现象,同时引起强度的下降。在生产中以控制横向拉伸倍率不超过5,纵向拉伸倍率不超过2.5为宜。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
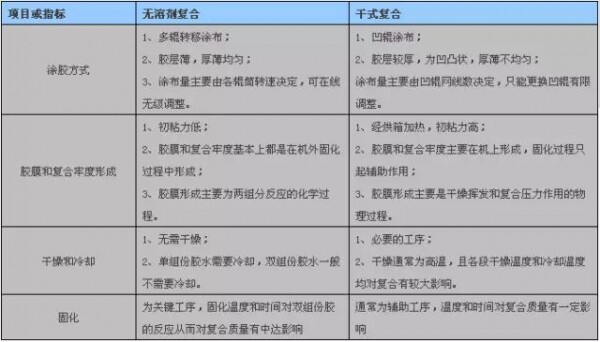
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论