在纸箱企业的工艺管理中,标准化是重要工具之一,重视和加强工艺标准化对纸箱企业来说非常重要和必要。工艺标准化是纸箱企业实现标准化的重要步骤,而纸箱生产过程中各工序环节的标准化控制又是工艺标准化的重要内容。
瓦楞纸板生产线操作的十二项重要指标考核,你的工厂做得如何呢?
胶黏剂指标
瓦楞纸板用胶黏剂的黏度与固含量应根据季节进行调整。通常,低温低湿(冬季)时,单瓦楞纸板用胶黏剂黏度为17~21s(涂4杯,下同)、固含量为17%~19%;三瓦楞纸板用胶黏剂黏度为40~60s、固含量为18%~20%。高温高湿(夏季)时,单瓦楞纸板用胶黏剂黏度为20~25s、固含量为19%~22%;三瓦楞纸板用胶黏剂黏度为55~90s、固含量为21%~25%。此外,应保证胶黏剂拉黏长度(用拇指蘸些许胶黏剂,与食指粘合,缓慢拉开两手指至胶黏剂断裂时两手指之间的距离)为15~20mm。
原纸指标
(1) 原纸含水量。原纸含水量应为6%~8%,这样对瓦楞纸板的粘合和瓦楞成型效果最有利。3种原纸和每种原纸的左、中、右侧的含水量差值不得超过3%。
(2) 原纸生产时间。3种原纸的生产日期必须相近,方可上机使用。
(3) 原纸耐折次数。原纸应在低温低湿环境下生产,为防止纸箱因耐折次数较低而产生炸裂的质量问题,原纸耐折次数必须达到50次以上。
(4) 原纸强度。根据客户对所用瓦楞纸箱的抗压要求以及纸箱的生产工艺来确定原纸强度。如某种箱型纸箱的抗压强度要求达到1500N,通过分析计算,若采用胶印印刷纸箱,原纸应为高强A等级,定量为120g/m2,环压指数大于7N・m/g;若采用水印或预印工艺印刷纸箱,原纸应为高强A等级,定量为110g/m2,环压指数大于6N・m/g。
原纸强度的选择比较复杂,必须根据相关技术经过分析、计算、试验后才可确定。一旦确定,对于此类箱型,不得更换原纸,生产时务必选择规定的相应强度的原纸。
原纸张力调整
原纸张力应根据瓦楞纸板的纵向弯曲程度和使用情况进行调整。当瓦楞纸板沿纵向某种原纸方向弯曲时,应释放这种原纸的张力。原纸卷心和卷外张力控制不同,卷心处必须减少原纸张力参数,防止纸张断裂。原纸张力过大易引起断纸、瓦楞纸板纵向弯曲、瓦楞成型效果不理想等质量问题,相反则易引起瓦楞纸板起泡、翘曲。
预热包角
预热滚筒的表面温度必须达到100℃以上,热压板温度必须达到150℃以上。预热包角大小与原纸在预热辊上的接触面积、原纸含水量成正比,生产过程中可根据瓦楞纸板的横向弯曲程度,加大或减小预热包角。比如,当单瓦楞纸板和三瓦楞纸板沿横向弯曲时,向哪种原纸方向弯曲,则加大该原纸的预热包角,减小其他原纸的预热包角。
堆纸调整
虽然在过桥处堆纸有助于瓦楞纸板水分的挥发,但过度堆纸会引起瓦楞纸板出现搓衣板、弯曲等现象。因此必须根据出板效果,合理控制堆纸量。
除尘系统
生产三瓦楞纸板时,应保证纸板的整洁度,利用瓦楞纸板生产线的除尘系统,利用毛刷除尘,开启吸风装置,以减少后道印刷工序中因纸毛导致的印刷质量问题。
蒸气压与热压板控制
保证最小蒸气压大于7kg,热压板内部温度达到150℃,方可开机生产。实际生产中,依据瓦楞纸板的弯曲程度与车速对热压板进行合理调整。当瓦楞纸板向箱板方向横向弯曲时,应抬起后一组热压板,保证胶液糊化前提下,降低热压板内部温度。当生产纵向尺寸小于600mm的瓦楞纸板时,应降低机速30%~40%,关闭或抬起后一组热压板蒸气压装置,同时抬起热压板起到散热作用。
对于预印纸板而言,要想实现150℃温度下生产无质量问题,预印面纸应采用耐高温光油,一旦发现预印面纸在此高温下出现油墨、光油拉花现象,应将热压板温度降低至130℃再生产。
根据瓦楞纸板尺寸排产
尺寸较大的瓦楞纸板生产完毕后,不得立即生产尺寸较小的瓦楞纸板。如我厂正常生产纵向尺寸为1020mm的瓦楞纸板后,如果立即更换纵向尺寸较小(如小于600mm)的瓦楞纸板,由于停机后短时间内,热压板的内部温度不可能大幅度降低,会使瓦楞纸板产生严重的弯曲变形。因此,纵向尺寸小于600mm的瓦楞纸板的生产应排在单日生产的初始。
尺寸较小的瓦楞纸板生产完毕后,也不得立即生产尺寸较大的瓦楞纸板。这是因为尺寸较小的瓦楞纸板生产是在低速、低温下进行的,一旦立即更换尺寸较大的瓦楞纸板,由于热压板温度无法迅速提升至设定温度,胶液糊化不充分,水分散失慢,会使纸板挺度较低,瓦楞无挺度。因此,必须在热压板温度达到标准范围后,方可生产。
压力调节
首先是上下瓦楞辊、压力辊彼此之间的压力调节,其直接影响瓦楞成型效果。压力过大,则瓦楞成型时会出现炸楞或压溃现象;压力不均,则会使瓦楞纸板薄厚不均、涂胶量不均;压力过小,则会使瓦楞成型效果变差。
其次是施胶间隙的调整。间隙值与压力呈反比关系,间隙值过小,即压力过大,则纸板挺度降低,楞高下降,纸箱抗压强度下降;间隙值过大,即压力过小,则影响纸板粘合效果,导致粘合不牢。生产单瓦楞纸板时,施胶间隙值为3.2~3.6mm;生产三瓦楞纸板时,单瓦楞纸施胶间隙值为2.6mm,三瓦楞纸板施胶间隙值为2.2mm,胶辊与上压辊之间的间隙值应保证为3.0mm。
车速控制
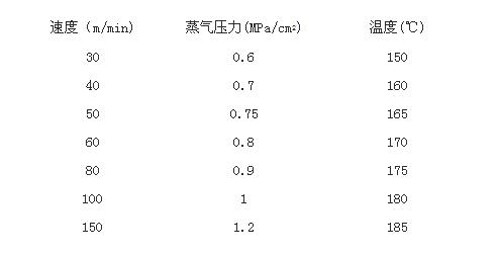
车速对瓦楞纸板的平整度影响较大,在蒸气压为7kg左右、热压板温度为150℃左右的前提下,当瓦楞纸板纵向尺寸大于600mm时,车速应控制为140~160m/min;当纵向尺寸小于600mm时,车速应控制为90~100m/min。
压板内部清理
当纸张的纸毛、纸屑或胶液固态物质等杂质粘附在热压板表面或粘带表面时,会使瓦楞纸板表面产生划痕、沟壑,此时必须停机清理,否则后道印刷工序易出现不着墨的质量问题。
收纸
单瓦楞纸板和三瓦楞纸板码垛或收纸必须整齐、数量准确。单瓦楞纸板20张正反翻面码放。三瓦楞纸板500张为一台,当弯曲弧度大于纸板宽度的1%时,每台纸板同样进行20张正反翻面码放,避免存储过程中纸板继续弯曲变形。


共有 网友评论