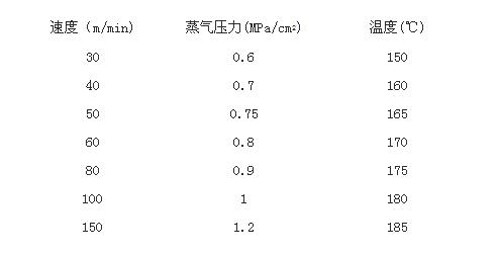
在胶印机进行印刷的工作中,经常会遇到由于双张电路控制器失灵,电路中线头脱开或断掉,双张控制滑球摇臂缺油咬住造成动作不灵,或者是操作人员忘记打开双张控制电钮,此刻,如果输纸机分纸不良,会有多张纸输入,无阻拦地被输送进压印滚筒,造成轧滚筒事故的发生。 如果被轧纸张数量少,总厚度不大于0.8mm时,有可能通过倒盘车,或者进行减压力的办法将纸张取出。但是,如果厚度大于0.8~1.0mm时,这两种方法往往无济于事。 在出现了机器被轧纸挤死的情况下,要想脱开橡皮滚筒与压印滚筒的压力,通常采用以下办法: 1.锯割法:用钢锯条从橡皮滚筒与压印滚筒的一端开始锯割到另一端,将橡皮、尼龙布和衬纸一起去掉,达到脱开滚筒的目的。 说明:此法虽然操作容易,但是损失较大,风险也大,稍有不慎,就会将上、下两滚筒光滑表面划伤,严重者能造成滚简报废。同时,被破坏的橡皮布和尼龙布等合计价格500多元,如果是进口材料,橡皮布价格会更高,损失会更大。 2.冲击法:用大锤两把,600mm长、直径30mm的圆钢2根,同时在传动侧和操作侧两边冲击橡皮滚筒偏心轴套的端面平版尖角(俗称轴套耳朵),强制轴套旋转减小压力,取出纸张。 说明此法操作时,需要拆下一部分机件(主要部分在传动侧),耗费时间长。而且,受到冲击后的机件因其材料里铸铁质地,受损变形严重,其强度大大降低,同时,也隐藏了再次发生断裂事故的危险因素。 3.拆卸法:将橡皮滚筒偏心轴套(操作面)上的连杆等连接件拆掉,用圆盘扒子上的3只长杆螺栓的M8丝头拧入轴套端面的3个丝孔队把轴套拉出,达到脱开滚筒的目的。 说明:此法操作较简单,但是在轧纸较厚,挤压力量较大时进行拉套,容易发生拉不动套反而使丝孔滑扣,造成失败。由于橡皮滚筒两端轴头同时承受压力,如果能把轴套拉出的话,那么在该轴套脱离对轴头的支撑时,这个压力会骤然得到释放,突然爆发,变为冲击力,这个冲击力远大于橡皮滚筒轴头的抗弯曲强度,所以此方法极易造成滚筒轴径弯曲变形,而使其报废。 综上所述,由于挤纸故障的时常发生,加之排除起来又相当费时费力,一般需要6~8小时,不顺利时则需2个班次才能重新投入生产,而且机器每拆修一次其机件的配合精度都会受到影响,从而也造成质量方面的降低,因此,只得由印刷精密产品转为印刷普通产品的事情也常见,同时,也加快了该机的大修周期。 由此看来,在遇到轧纸故障时,采用哪种方法进行排除,事关机器精度,印刷质量和产量的重要因素。我想,只有找到一种效率高的、安全而迅速的方法,才能达到这3项技术要求。 从胶印机3个滚筒的排列位置来进行分析,在合压状态下,版滚筒和压印滚筒只承受来自橡皮滚筒的单向作用力,而橡皮滚筒则要同时承受上面版滚筒,下面压印滚筒的两个方向的作用力,当压印滚筒与橡皮滚筒之间轧住纸张后,其压力会异常加大,而橡皮滚筒与版滚筒之间的压力还是一个正常值。我想,既然它们之间是正常压力值,那么,通过正常操作先把版滚筒用调压器进行减压,直到与橡皮滚筒的接触脱离,这样,相对于橡皮滚筒的压力就减小了一半,再来进行核皮滚筒与压印滚筒的脱离工作,可能就会轻松一些,速度也会快一些。 根据这个设想,在近二年来多次排除轧纸故随时,不断地摸索和总结,终于克服了一个又一个困难,找到了一种用时短、效率高,既轻松又安全的新方法。 由过去的老方法排除故障需要6~12小时以上,缩短为30~90分钟,而且保证机件各部位完好无损,不需拆下一个螺丝和零件。 下面举例来说明此法的操作方法和过程: 1995年6月,J2205机,北京人民机器厂生产,该机承印产品:自然课本,所用纸张80g双胶,车速6000印/h,轧纸时间:上午9点40分,轧纸:29张,进入滚筒后卡死机器原因:未开双张检测器。 排除方法与调整顺序: 1.打开两侧护罩。检查齿轮,连杆等机件有无损坏。 2.在左、右两侧4个调压器“0”位处用黄墨划细线定位在刻度盘上,以备复位时对正。 3.取直径30mm,长400mm的铜棒,1.5磅的手锤,14号套筒扳手各2件(套)。由2人用14号套筒扳手,先把版滚筒两侧调压器旋向“-”方向,并注意同步旋转,直到两滚筒与核皮滚筒脱离接触为止,同时,把旋转的圈数记录下来。 4.两侧同时用手锤,铜棒沿橡皮滚筒的外套的边沿进行击打、振动,同时用14号套筒扳手将橡皮滚筒调压器旋向“-”方向,也应当把旋转因数记录下来。 操作时要注意,套筒扳手的把手不要再加长,以免损坏扇形齿和摇臂,只用体重下压,不松动即可。关键的因素是绕外套(不是偏心轴套)击打机板的力度。如果轧纸较多;效厚,当然击打机板的力度要加强,反之则轻。总之,两侧击打尽量保持同步进行,需要循序渐进,随着减压器的转动,两滚筒压力逐渐减轻,很快就使橡皮滚筒和压印滚筒脱离了接触,取出被挤纸张,排除轧纸工作完成。 5.手动盘车2周,注意机器转动时有无异常响声,在自动离压过程中有无障碍,是否沉重。 6.把橡皮布松开,使其无张紧力。沿橡皮布受到挤压的压力线表面涂布一层“橡皮布还原剂”,等待3~5分钟后,再拉紧。拉紧力要比挤纸前稍小一点,以保证橡皮布恢复良好的弹性功能。 7.把两侧调压器按照先复位胶皮滚简,再复位版滚筒州颐序进行。取出原“-”向转过的周数的记录,再向“+”转过相同周数,到达原位。要注意,在一个滚筒的两端旋转调压器时,一定要同步进行,不可一头快一头慢、以保证滚筒轴与轴套的配合精度不受影响。 8.点动机器数圈,确认无误后、开机运转打样,检查产品规矩、网点及图纹情况,如无变化,开机生产。 以上事例是在比较熟练的情况下进行的,从卡住机器到开机生产只用了40分钟。刚开始操作时也生疏,以后掌握了这“8”点程序后,按顺序进行,速度会逐渐的加快,操作更熟练。 自己摸索出来的这点新方法,对提高生产效率,保证产品质量和维护设备方面都有一定的提高,产生了一定的经济效益。该方法同样适用于单色机、双色机、四色机,在此愿与同行作一交流,为把我们的印刷事业搞得更好,为建设具有中国特色的社会主义事业贡献力量。
相关资讯
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
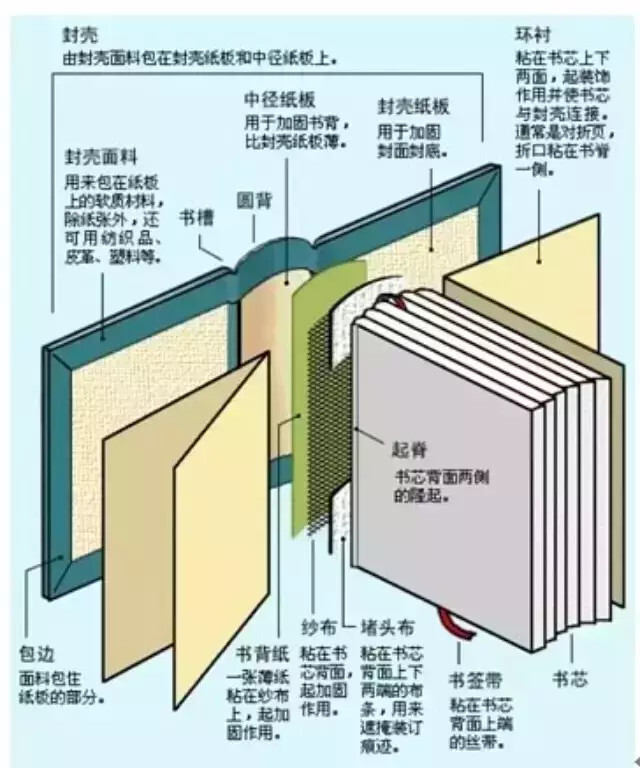
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21
-
紫外荧光油墨(ultra-violetfluorescentInk)是由在油墨中加入相应的可见荧光化合物而制成的。其防伪特征是:印刷品在普通光线下看不见,在紫外线下,可发出闪闪荧光。 紫外荧光油墨有隐形和有形之分。应用紫外光(200—400nm)照射激发而发出可见光(400—800nm)的特…
2025/6/18 7:55:51


共有 网友评论