从70年代末我国进口第一批海德堡多色胶印机至今,已有近20年。早期引进的设备已进入老龄期,而许多企业受资金等因素的制约,近年来又大批引进二手机,使我国印刷业市场进口旧设备所占比例加大,这种局面预计将持续相当长一段时间。 由于许多企业维修技术力量不足,设备维护资金匮乏,使这些旧设备难以维持其应有的高精度和高效率,难以印刷出精细的产品。如何在有限的资金条件下,搞好这些旧设备的后期管理工作,为企业创造出最高的经济效益,成为摆在众多印刷企业面前的一个重大课题。 我厂的第一台海德堡102V四色机于1981年引进,以后我们又先后引进了102V、 MOV、 SORK(二手)等设备。在长期的设备维修和管理中,我们下了一些功夫,先后研制、开发了一些国产替代零备件,在大修中采用了一些先进工艺和专利技术。我们大修一台102V的费用为30余万元,仅为专业维修公司报价的1/2~1/4。我们大修的宗旨是以修复为主,开发国产零备件为辅,进口必要的关键件为补充。大修后,102V机的网点还原良好,套印准确,整机操作性能良好。而据笔者所知,有的印刷厂家花了不少钱,大修效果并不理想。本文主要谈谈我们在这方面所做的工作和取得的经验,抛砖引玉,和同行们共同探讨。 一.磨损的修复 进口名牌印刷设备以其高精度、高效率的优点,吸引着众多印刷企业为之付出重金。然而,由于管理机制、资金、技术等诸多因素的影响,长期运转造成的设备大面积磨损,已使这些设备的优势大大削弱。这些问题反映在操作上,表现为操作性能差,水墨平衡不易掌握;反映在印品质量上则表现为套印不准、网点变形、脏版、糊版等。在长期的设备维修实践中,我们发现引起设备套印精度严重下降的主要原因是:定位滚筒、压印滚筒、传纸滚筒和储纸滚筒牙排轴的磨损。如果重新加工牙杆轴,则存在以下几方面的问题: 1.国产材质与进口材质的差异; 2.热处理达不到预期目标而造成综合机械性能和表面耐磨性欠缺; 3.原轴上近20个配钻孔移植至新轴存在一定技术问题。 因此,我们主要采取修补的方式,以镀铬修复为主。这样不仅充分利用了原轴良好的综合机械性能,而且镀铬后其耐磨性也优于其他处理方法。在这一过程中我们遇到了许多困难和问题,例如牙轴磨损量偏大,牙轴半径方向最大磨损量达到1.2mm,远远超过了常规镀铬技术所允许的镀层厚度(0.4mm左右)。牙轴长期受力后的弯曲变形等,给磨削及镀铬带来了很大困难。尤其是定位滚筒牙轴长度达1100mm,最大直径16mm,最小直径12mm,中间有14个台阶,各相关部位最大磨损量达1.05mm,其修复难度相当大。在此类轴的修复过程中,我们采用了专利镀铬技术及先进的弯曲校正系统、三维定位系统等。在磨削中,我们改进了磨床的定心装置,采用两个闭式中心架加一个开式中心架为细轴定心。在镀铬工艺中,为避免起皮,我们采用特殊镀铬工艺,经过校正、磨削、表面处理、镀铬等工艺完成了该轴的修复、符合原件的公差要求。达到精度要求的牙杆轴必须配以具有同样精度和耐磨性的牙座铜套。我们对原装活动牙座铜套进行了成分鉴定,开发出了替代品予以更换。经过修复后的……至今尚无磨损的痕迹。我们对摆动墨辊架活动轴部位也采用了镀铬修复,效果非常理想。通过具体实践,我们认为,对于轴类部件的修复,镀铬是一种行之有效的方法。 对于孔类磨损,我们多采用镶套修复的办法。水辊支架和墙板上的铜套之间的磨损,严重影响了机器水墨平衡的掌握和控制。对此,我们采取的办法是将原水辊支架孔镗大,然后选用ZQSnl0—1材料,按此直径滑动配合加工铜套。这样仅加工铜套即可使濒临报废的整组水辊支架恢复原有的运动精度,而修复成本仅仅是铜套的材料费和加工费。 对于墨辊支架轴承座的磨损,我们采用镶套修复的方式,即对于磨损的轴承座,将外套车削至蜗轮根部,并按轴承外径加工轴承套,紧配合压入原件。这样一有磨损即可更换修复,循环利用,大大延长了其使用寿命,降低了维修成本。 平面工作面的磨损也可采用镀层修复的方式。拉规座内的直线运动轴承由于润滑不良会造成滑道的磨损,从而改变拉规条的高度和运动轨迹,影响规矩。对此,我们采用万能工具磨对拉规座磨损面磨削镀铬,使其尺寸恢复至新件尺寸。这样修复后的拉规座无论从精度还是耐磨性上看均优于新的拉规座。 二、零备件国产化 进口零备件价格昂贵,走军备件国产化道路势在必行。但是,由于国产件质量良莠不齐,许多小厂生产的零备件仅有进口件的外形,其内在质量并不过关,这是造成众多印刷厂家零备件跟不上的主要原因。对此,我们开动脑筋,想方设法利用当地科研及机械加工方面的优势,对进口原件进行材料鉴定、热处理分析及图纸测绘,选用高精尖设备加工制造,上机试验改进。通过努力,我们已成功开发出CPC墨区控制计量头、滚筒叼纸牙片(带橡胶)、牙垫、定位滚筒牙片、拉规座、串墨辊轴头、飞达压纸钢片组件、合压电眼和线路板等易损件,丰富了国产零备件品种,从而为提高设备正常运转率,降低生产及维修成本打下了良好的基础。我们开发的102V、 MOV滚筒叼纸牙片(带橡胶),不仅克服了原件钢对钢叼纸力差的弱点,大大提高了叼纸力,避免了机器压印过程中的纸张相对位移,而且橡胶层经几年运转磨损后,仍可重新压胶,循环使用,牙垫的磨损程度也大大降低。 三、科学的校正和调试手段 印刷设备的精度可以和航天设备的精度相提并论。所以海德堡机器的调试,尤其是纸张交接与传递的调试必须完全按照其设计资料来进行,任何违反调试规程和数据的调试,必定会给印刷品质量乃至设备造成损害,这些都是必须禁止的。对此,我们一方面搜集、翻译了许多技术资料,同时利用经验数据推算、归纳,总结出一套行之有效的调试程序。以“细、准、慎”三字方针来要求自己。 在维修过程中,我们也对原机不合理的部位进行了大胆改进。输纸板和定位滚筒之间的相对位置是纸张由前规静止定位状态到进入主机印刷的起点和基准,它是影响印刷精度的一个关键环节。海德堡机输纸板前端的平面度要求在0.05mm以内。而许多旧设备由于异物进入输纸板前端,造成输纸板变形,严重的局部沉降超过2mm,严重影响印刷精度和稳定性。输纸板材料刚性非常好,要校平至规定的平面度非常困难。为此,我们在原有支承点基础上增加了6个可调支承点,缩短了各调节点之间的距离,使这一难题迎刃而解。 引起水辊支架磨损的主要原因是水辊支架锁紧装置易失效。我们对该部位进行了改进,使之锁紧可靠稳定,从而延长了水辊支架的使用寿命。 总之,后期管理工作做得好,可以延长设备的使用寿命,提高设备的精度,服务于生产,增效于企业;做得不好,则可能使旧设备成为企业的包袱,用之无利,弃之可惜。希望我们在这方面所做的工作和取得的经验能给各位同行以有益的启示和帮助。
相关资讯
-
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
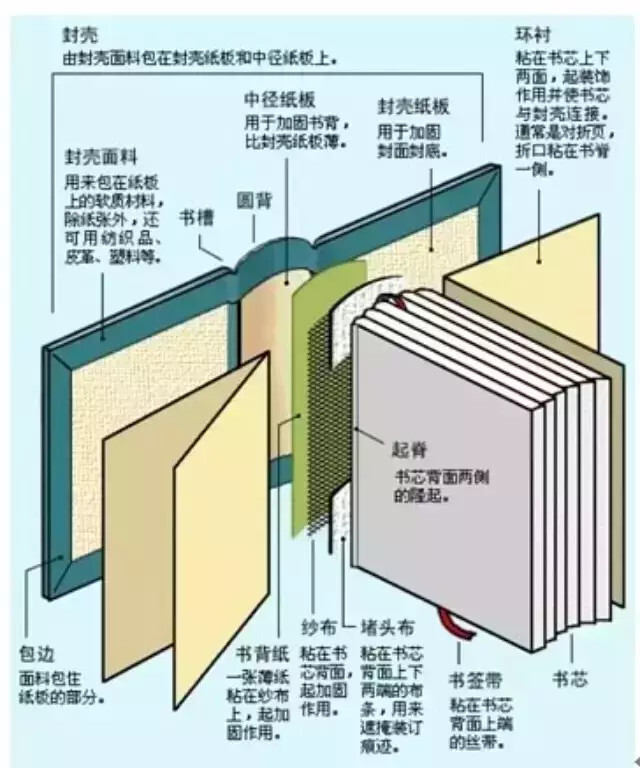
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21

共有 网友评论