辊D到辊T的调节计量辊-水斗辊⑴插入水槽。⑵使润版液流入水槽。 计量辊到水斗辊的调节⑶松开传动面和操作面上轴承板的螺丝(图17/①)。⑷按动“清洗润版辊”按键来转动T和D。⑸逆时针转动调节螺丝(图17/②)将D从T上分离开来,使水斗辊的整个表面上有一层均匀的润版液。⑹然后再顺时针转动螺丝使D与T相啮合,直到辊的中部无水变暗。⑺以同样方法合上辊D,使Y的左边和右边有10厘米宽的水扛。再顺时针旋转螺丝半周。⑻重新拧紧锁紧螺丝(图17/①)。⑼用扳手将标志刻度盘上的小孔(图17/③)定位于底部,这个基木位置便于操作人员在今后的调节工作时再找到这个位置。 辊D到A的调节※注意:为了正确调整,将版滚筒的开口朝向收纸方向。⑴用一快布擦干D。⑵逆时针转动调节螺丝(图17/④)使辊D与辊A分离。⑶在D与A之间插入纸条(窄条靠近D)。⑷合上水辊。⑸用调节螺丝(图17/④)将D调到A上,在传动面和操作面上必须用相同的拉力拉出纸条。⑹分离水辊。⑺继续顺时针转动调节螺丝(图17/④)1.5转。 根据接触面积检查水辊的调节※ 注意:调节前,先将印刷机点动至版滚筒凹槽指向收纸。⑴停止润版液的供给,倒空润版液。⑵关闭印刷机操作控制上的润版系统。⑶将浅色油墨涂入上墨装置并进行串墨。⑷通过印刷机操作控制系统,使中间辊Z与墨辊和着水辊接触(之间无缝)。通过这一操作,使润版单元的辊子上着墨。⑸油墨均匀串墨后,停机等待几分钟,上墨的接触点形成接触条。 传动面和操作面的辊子上的接触面积宽度应当相同。如果如图19所示其宽度不同,就需要重新调节各个辊子。⑹调节A和R之间的接触面积宽度至6到7毫米(图19/①)。⑺A和印版之间的接触宽度:大约5—6毫米。⑻要检查A到印版的调节,只需将水辊和墨辊与印版相靠合,再将其离开。中间辊Z必须与A, F相接触,其接触压力会直接影响到A和F这两个辊间压出的墨条宽度。⑼D和A之间的接触宽度应为6毫米。⑽Z和F之间的接触宽度约为3毫米。⑾点动印刷机,直至A和F之间在印版上产生接触墨条。⑿调节后,清洗润版单元的所有辊子。 检查润版液在整个印刷区域上的均匀分布。⑴使靠版水辊、墨辊与印版合上,开机匀墨。⑵在印刷机控制台上设定水斗辊速度,使印版在传动面和操作面上均匀着墨。当水斗辊速度增大时,印版必需平稳运转(油墨必须在印版非图文部分分离)。如果印版在传动面和操作面上运转不平稳均匀,则必须校正D和T之间的调节:⑶分离润版辊。⑷松开松紧螺丝(图20/①)。⑸通过旋转螺钉(图20/②)来校正调节。顺时针转动调节螺丝可以增加D与T之间的压力,降低润版液的传送量。逆时针转动调节螺丝可以减少D与T之间的压力,增加润版液的传送量。⑹拧紧锁紧螺丝。作者:修澄 来源:必胜网
相关资讯
-
面纸褶皱严重影响后工序的印刷品质,严重时会造成批量报废,导致生产损耗大。本文从张力和原纸两个方面来具体分析如何解决面纸起皱问题。 瓦楞纸板的工艺缺陷方面有很多,有一种是面纸起皱,具体表现为面纸不平整,有褶皱现象。面纸褶皱严重影响后工序的印刷品质,…
2025/5/11 22:52:12
-
对于印刷油墨,我们也有自己的认识: 【要点1】ISO 12647 平版四色油墨标准… 【要点2】油墨一般特性检验与指标… 1. 厂牌/ 型号/ 颜色 2. 生产日期/ 存储期 3. 保质期限 4. 包装外观 5. 重量 ( 扣除铁罐重量) 6. 破损/ 变形 …
2025/4/30 7:38:29
-
随着瓦楞纸品包装行业技术的不断进步发展,越来越多的客户对瓦楞纸箱的印刷效果提出了更高的要求,从最开始简单的一色、二色、三色,发展到应用广泛的四色、五色等叠印套色,再到目前的六色、七色、甚至八色的高清水墨彩印技术。针对这些印刷色组的增多,除了美化了纸箱包…
2025/4/28 7:52:21
-
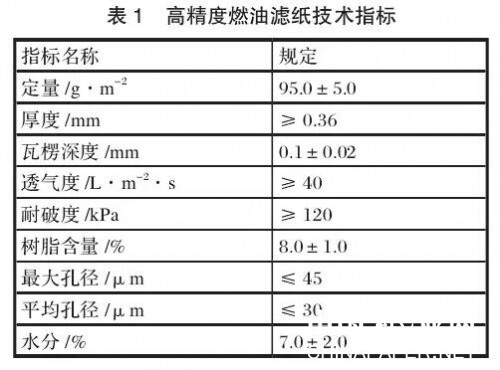
一般的燃油滤清器采用星形滤纸折叠结构,在这类燃油滤清器内部,折叠的滤纸和塑料或金属滤清器的两端连接,污油进入后,由滤清器外壁经过层层滤纸过滤后到达中心,洁净的燃油流出。这种滤纸一般采用瓦楞型燃油滤纸。 更高端的发动机则采用高精度滤纸,螺旋式燃油过滤器…
2025/4/24 8:06:11



共有 网友评论