第三章 纸浆模塑制品发泡原理及工艺
3.1纸浆模塑制品的发泡原理
塑料发泡是将烃类发泡剂和成核剂混溶在塑料颗粒或珠粒中,塑料熔化到粘流态,这时发泡剂气化产生气泡,在塑料中形成泡孔,冷却后发泡制品成型。成核剂的用量控制泡孔的大小和数量,发泡剂的用量是决定制品密度的主要原因。
食品发泡是在面粉、淀粉等原料中加入热水,这样原料就会具有一定的粘性,当水温为75℃时,它的粘性达到最大值。在加热过程中,发泡剂会产生的气体,而面粉或淀粉中的面筋成分就会形成网络将气体包住,使面团膨胀形成海绵状结构。因面粉和淀粉本身具有粘性,所以,生成的气体不会因为不能保持而逸出,导致面团塌架。
纸浆发泡,在纸板厚度增加使纸托强度提高的情况下,使纸托仍有较好的柔性和较大的压缩变形能力,因而可对被包装物品提供可靠的保护。但是,纸浆模塑制品发泡不同于塑料发泡和食品发泡,纸浆在任何情况下都没有粘性,而且,纸浆纤维短,气泡不可能在纸浆中保持,即使形成气泡,也会因为不能在纸浆中保持而逸出,这就造成了纸浆模塑制品的发泡困难。
纸浆模塑制品发泡,可在纸浆中加入适量的粘结剂[11]、增塑剂、防腐剂等助剂。发泡剂与纸浆直接吸附的量不足以达到较好的发泡效果,为了在纸浆中均匀地混入足够的发泡剂,将发泡剂先与干燥的纸浆混合,让发泡剂被吸附在纸浆上,再加入水搅拌使其混合均匀。这样就可获得好的效果。
在纸浆中加入一定量的粘结剂,与纸浆混合,这样就会使纸浆具有足够的粘性,发泡剂产生气泡后,气泡会保持在纸浆中而不逸出,从而在纸浆内部形成气孔,达到发泡效果。为了适当减少纸浆模塑发泡制品干燥后的硬度,使其不易过脆,需要在纸浆中在加入一定量的增塑剂。考虑到纸浆模塑制品的干燥时间相对较长,在干燥期间,纸浆内部会出现发霉现象,可在纸浆中加入一定量的酸作为防腐剂,这样,既可以达到防霉腐的作用,同时,在酸与发泡剂混合后可以产生一定量的气体,这在一定程度上也起到发泡的作用。
3.2 发泡工艺
纸浆发泡一般有两种工艺:使用化学发泡剂法和不使用化学发泡剂法。不使用化学发泡剂的发泡工艺,系通过水蒸气的作用发泡,国外工业发达国家如欧美、日本等均采用不添加化学发泡剂法,而通过水蒸气的作用发泡,形成颗粒型发泡纸浆的制作工艺,这种方法制作发泡制品不污染环境,是最佳的发泡方法,但制作的设备和费用较使用化学发泡剂发泡高,对发泡工艺的控制也要难一些。而国内目前对植物纤维制品发泡主要是通过化学发泡剂的作用发泡,形成颗粒型发泡纸浆的制作工艺。制作体积尺寸大、质量重的缓冲包装制品应采用两步法成型;而制作体积尺寸小,质量轻的缓冲包装制品,则可采用整体工艺难度较小的一步法成型工艺。
发泡工艺的制作方法主要有两种:一步法成型和两步法成型。一步法成型的工艺特点是:采用的是整体浇注发泡成型,其工艺流程为:
物料-混合-制浆-浇注-发泡成型-熟化-脱模-成品
两步法成型的工艺特点是:将回收的旧书、报纸或其他植物纤维经粉碎碾成纤维状,与淀粉按一定的比例混合,制成直径1~3mm的粒子,混合后的纸浆粒子送入挤压机制成圆柱颗粒,在挤压过程中,原料受水蒸气作用发泡,形成颗粒型发泡纸浆,再用发泡纸浆颗粒做原料,将发泡纸浆颗粒送入专用的金属模具中,在金属模具中进行加压加热,根据需要生产制作精度和壁厚与金属模相应的不同形状的包装制品。
本试验采用使用化学发泡剂的方法。拟采用的发泡工艺是:将纸浆与发泡剂、粘合以及助剂充分混合,待静置一段时间后,再加入另一助剂,混合均匀,然后对其进行烘烤,待冷却后,脱模成型。纸浆与粘合剂、助剂混合后,在静置的过程中,纸浆会进行第一次发泡,加入助剂二后,混合物会进行第二次发泡,在烘烤过程中,只将会进行第三次发泡,这次发泡时最明显的。
3.3 影响发泡的因素
在制造工艺条件确定,粘结剂及发泡用各种助剂的配方已确定的条件下,影响发泡体质量的因素主要是发泡体的原料配比和制造工艺条件,即粘合剂的种类、纸浆和粘结剂的质量比、辅助发泡剂的种类与用量、发泡的温度、以及发泡的时间等。
有资料显示,各个因素对发泡的影响,最大的因素是发泡温度,其次是纸浆与粘合剂的质量比和辅助发泡剂的用量,影响最小的是发泡时间。
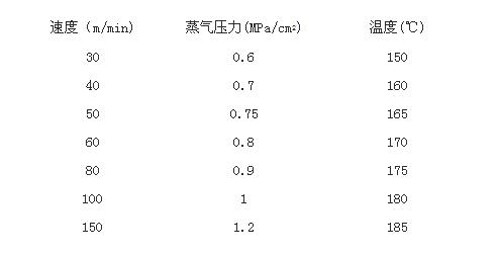
各个因素对发泡体缓冲性能的影响显著程度以纸浆和粘结剂质量比为最大,其次是发泡温度,发泡时间的影响相对较小;由于防腐剂可以与发泡剂起反应,发泡温度越高,发泡剂与防腐剂的反应速度越激烈,发泡效果越好,因此表观密度也随之降低,这在满足强度要求的情况下,有利于提高缓冲材料的使用效果和经济性。因此发泡温度应选为130-200℃。在此温度范围,发泡体具有最好的缓冲性能。

共有 网友评论