3 软件设计 3.1 给纸设计 印刷机整体的电气设计还是比较复杂的,对时间的要求也很严格。在机器的很多地方装有接近开关,用来检测不同的时间点。在印刷过程中,走纸的好坏是影响机器质量的一个重要环节。所谓纸走的好坏,指的是无歪张,双张等现象,如果有歪张,双张现象,在高速情况下,就会将走坏的纸,卷入机器内,从而破坏胶皮,给用户带来很大损失。此过程流程如下: 在实验中,我们发现,按照上述流程编制的程序,在低速没有问题,但速度增高至7000r/h后,就会出现歪张锁不住现象。究其原因,主要是因为光头反应时间和磁铁动作时间滞后造成。程序在执行过程中,采用循环扫描方式,为了让电磁铁输出提前,在设计中,我采用了中断和三菱编程指令的输入输出刷新指令,使电磁铁输出立即执行,提前了电磁铁动作时间,即使在12000r/h的速度下,也能很好的锁住有故障的纸张,解决了给纸的一大难题。 3.2离合压设计 离压,合压在印刷中具有很重要的作用。离合压的准确性,对印品质量的好坏有着直接的影响。合压过早,会弄脏压印辊筒,给操作带来很多不便;离压过早,会使最后一张纸印不上完整的图案,造成纸张浪费。 在设计中,离压,合压的程序流程如图所示: 印刷时,版辊筒与胶皮辊筒先合压,胶皮辊筒与压印辊筒后合压。在我们的机器中,合压全部采用了气动装置,每个气缸都有一个动作时间。由于印刷速度是多段速,在3000~12000r/h之间,根据用户需要可选择不同的速度。但是,气缸动作时间是一定的,齿轮转过角度是一定的,因此,机器速度不同时,合压时间也不同。为了解决此问题,我们根据理论计算值,找出对于不同机器速度时,机器的延时时间。采用比较指令,当机器段速与理论值相等时,延时相应的时间,使压印辊筒与胶皮辊筒准确合压。经过多次试验,离压,合压都没有问题。 3.3 人机界面设计 在人机界面中,设计了7幅画面,包括整体图形,故障显示,机器速度和计数显示,水辊速度显示,调版监控等。故障显示使用指示器,给出位元件即可实现闪动效果,让操作者很方便的知道故障部位,整体感很好。在水辊速度显示中,设计了一个柱状图,可以显示水量增加大小,只需按下柱状图,就可增加水量,同时也可方便监控。如图所示: 4. 结束语 印刷机的一套电气设计属于系统设计,包括硬件,软件设计,涵盖范围较广。这里,我只简单介绍了其中比较重要的几部分,其它细节还有很多,这里不再一一列举。使用三菱的一套控制系统,感觉可靠,方便,在机器批量生产过程中,没有发现大问题。其PLC功能齐全,可靠耐用,指令简洁,与其他产品相比,感觉三菱整体软件系统界面都比较友好,给用户编程,维修都带来极大方便。其触摸屏与PLC有很好的通用性,可通过触摸屏]监视并修改程序,这是其它产品所不能匹及的。总之,三菱的工控元件给设计人员和用户都带来了很多方便。
相关资讯
-
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
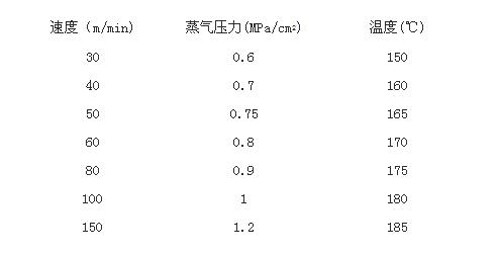
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
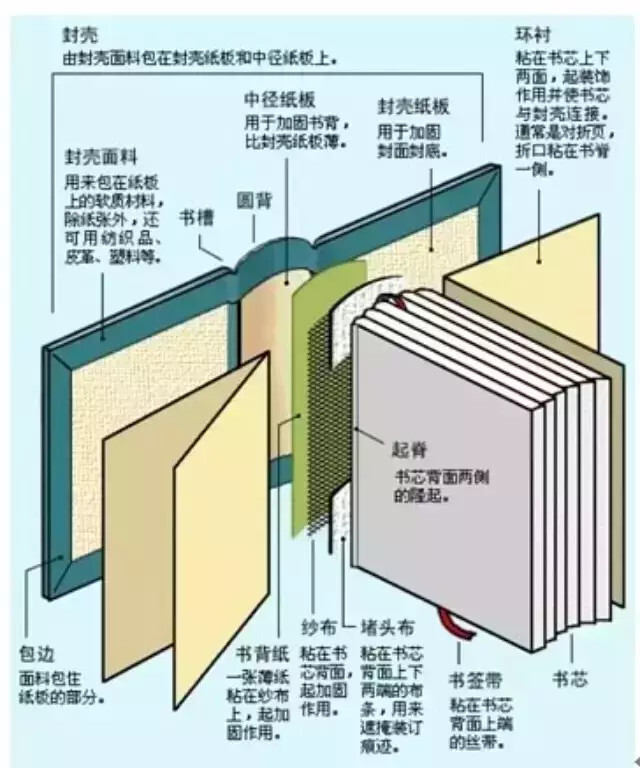
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21

共有 网友评论