各个印刷厂在生产过程中,出现交接撕纸的现象是常有的事。这种故障的出现,不但给操作者带来一定的麻烦,而且影响了产品质量。撕纸的故障有些较简单,经调整很快就会解决,而有时就比较复杂,通过摸索分析研究才能解决。为了避免操作者在排除撕纸故障时少走弯路,现将我们的思路和方法作一介绍。 我们厂有一台J2108型胶印机,在印100克以上的纸时不撕纸,而印80克以下的纸则出现撕纸现象,高速时撕纸,而低速时不撕纸。刚开始时检查时认为,这台机器使用几年后,牙垫牙片磨损严重,高低不平衡,叼纸力度不一致,开牙大小不均。因此,我们进行了配件的更换和调整,但经试机,故障仍未解决。看来问题不在叼牙上,会不会与交接时间有关系?于是我们对该机的交接时间进行检查。 经低速运转,进行观察,纸张运行平直,到达前规时间合适,摆臂叼纸牙开牙一致,叼纸量7毫米,叼纸力度不小。摆臂牙与压印牙交接平稳,时间合适,没有撕纸。压印牙与收纸牙交接也看不出有异常现象。后经反复放纸点动机器,结果发现有一个收纸牙排在交接时,能听到挂纸的声音,咬口处出现几个小小的撕口。根据这个情况,我们进行了分析,认为收纸牙排与压印牙排在交接时间上有误差,收纸牙排闭牙有点早,两牙交接叼住纸同步运转的时间短,压印牙还没有开牙时,收纸牙排已叼着纸向前走,出现抢纸,所以就会把纸撕烂。按照印刷机的交接原理来说,纸张在交接时两牙排都叼住纸有一段等速运转的距离,大概有2-3°左右,压印叼纸牙才能开牙,时间不能早也不能晚,否则不是出现上述撕纸现象,就是交接不稳、叼纸多少不一致或掉纸。 为什么厚纸不撕薄纸撕,高速撕纸低速不撕纸呢?因为厚纸相对木浆多,承受的拉力大,韧性强不易撕纸。而薄纸木浆少,韧性、拉力都差,脆性较大,易被撕烂。印刷机高速撕纸低速不撕纸,主要是在高速转动时,震动不平稳,交接时间短而快,有很大的冲击力和惯性,交接时较易出现撕纸。 根据以上分析,问题就出在收纸滚筒的开牙板上,应调节开牙板,推迟收纸牙排的开牙时间,可是开牙板向上调节已没有余量。我们就把开牙板卸下来,按调节的方向,用圆锉把孔锉长了6个毫米,增大了调节余量,改造后的开牙板装上后,经调试,撕纸的故障即被排除了。 转载自:福州印刷网
相关资讯
-
在同样纸张、油墨的条件下,由于操作工艺中存在问题,往往印刷后成品光泽相差较大。在不考虑印后上光处理的前提下,提高印品光泽度可用以下几种方法: 1.改进酸性润湿液。我国沿用几十年的酸性润湿液,以铬酸、磷酸为主,虽经冲淡,但PH值仍在3.5~5.6之间。酸性越强,…
2025/7/19 10:16:26
-
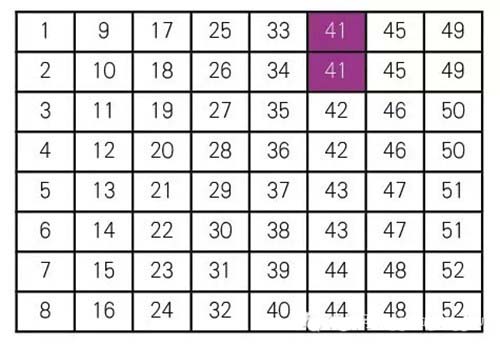
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
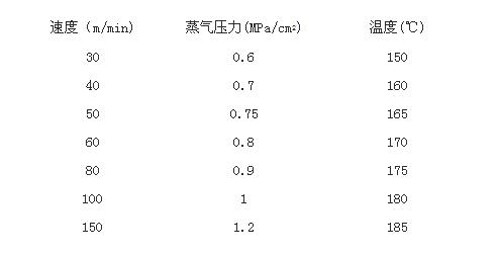
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02

共有 网友评论