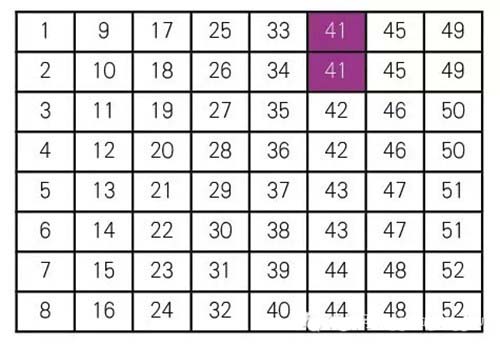
合格的印刷品要求套印准确,有的印刷厂还有自己的企业标准。在印刷精细产品时,一般次要部位的套印误差要求≤0.30mm,主要部位的套印误差要求≤0.10mm。 笔者曾检修一台北人J2205胶印机,该机多承印高档精细产品,但横向套印总有一两线误差,使印品质量大打折扣。通过检查发现有以下问题:一是拉规调节上存在问题;二是递纸牙排叼牙叼纸时闭牙时间不一致。两个故障同时存在则使横向累计误差很大。一方面,此机拉规压纸板已变形,操作人员在测量其间隙时一般都是用厚度为(承印物厚度+0.20mm)的纸条沿传动面向操作面方向测试。结果发现,间隙较大,在拉纸时拉规滚轮里侧的纸边形成不一致的弓形,从而引起横向有微量变化,造成套印不准,这时只要将压纸板拆下校平后即可排除故障。另一方面,递纸牙排叼牙开闭牙动作不一致,特别是在印刷精细产品时套印不准更加明显。有的叼牙早叼,有的叼牙迟叼,叼口会产生波浪形,叼口纸边长度就会不规则缩小,图文的横向就很难套准了。这时可在递纸叼牙轴头靠刹和限位螺钉之间垫入0.25mm的纸条,松开各叼牙卡箍,手推牙尖靠上牙垫,再拧紧卡箍上的内六角螺丝,拆去0.25mm纸条即可。此时各叼牙的闭牙时间就一致了,关键是该机器递纸叼牙轴两头的靠刹不知什么原因全部断裂,从而失去了调节基准。 现在首要的问题是应该重新找一个调节基准点。以闭牙凸轮(最好用新凸轮)作为基准调节。具体方法如下:如图1所示,用手盘车,当刻度盘指针指向77°时停车(递纸牙排闭牙为77°),松开所有叼纸牙卡箍的内六角螺丝C、旋转顶丝A,使牙片座与卡箍距离(B位置)适中,拧紧并帽。图中B所指的位置过大弹簧容易掉出来,过小则弹簧容易折断。调节螺丝D使弹簧弹力一致,叼力即可一致,这时再用0.25mm钢皮塞入递纸牙的闭牙球与闭牙凸轮之间,用手推着各叼牙尖靠上牙垫,并依次并紧卡箍内六角螺丝C,拆去塞入的钢皮。经过上述调整,递纸叼牙叼力相同,闭牙时间一致了,叼纸产生的波浪形也消失了,开机印刷, 横向微量套印不准现象彻底解决了。 转载自:印刷技术
相关资讯
-
在同样纸张、油墨的条件下,由于操作工艺中存在问题,往往印刷后成品光泽相差较大。在不考虑印后上光处理的前提下,提高印品光泽度可用以下几种方法: 1.改进酸性润湿液。我国沿用几十年的酸性润湿液,以铬酸、磷酸为主,虽经冲淡,但PH值仍在3.5~5.6之间。酸性越强,…
2025/7/19 10:16:26
-
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
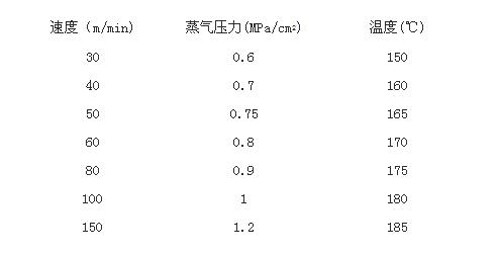
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02

共有 网友评论