纸张的各向异性是指纸张在各个方向上所表现出来的某些性能的不一致性;两面异性是指纸张正面和反面所表现出来的某些性能的不一致性。两者主要表现在纸张的物理性能方面,对印刷有着直接或间接的影响。 一、形成纸张各向异性与两面异性的原因 形成纸张各向异性和两面异性的原因主要是纸张的方向性和两面性。大家知道,在造纸过程中的抄纸是将稀释的纸浆流布到抄纸网上进行脱水、成型,在这个过程中纸浆始终处在定向的运动之中,从而使纸浆内的纤维在贯性作用下产生定向排列,形成纸张纤维走向。 由于纸张结构上的这种方向性,使得纸张在各个方向与纤维方向形成不同的夹角,从而导致纸张那些与纤维相关的性能在各个方向上大小不同,即形成了纸张的各向异性。另外,在抄纸的过程中,纸浆的一面与抄纸网相接触,并处在底部,而另一面不与抄纸网接触,且浮在纸浆的上部,因此形成了两个不同的表面状态。纸浆与网面接触的一面,留存有抄纸网的网孔痕迹,且随着抄纸网的振动和运行而使得该面沉积有相对较粗大的纤维和杂质,形成了粗糙有网痕的反面,而另一面则由微细的纤维和填料组成,形成了均匀细腻无网痕的正面。 二、各向异性与两面异性在纸张各性能方面的表现 1 纸张的各向异性主要表现在与纤维性能相关的如下几个方面: 吸湿变形量:纸张的吸湿是由于植物纤维中的亚微毛细孔和游离基的胶体结构,以及纸张的多孔性对空气中的水蒸气产生的吸附作用。纸张吸水后纤维润胀,尺寸伸展,干燥脱水后又会引起尺寸收缩。另外水分在纤维间渗透或失去,使纤维之间产生位移,致使尺寸发生变化。由于纤维在吸水膨胀时主要是径向方向上的膨胀,所以纸张的吸湿变形量表现为横向(垂直于纤维流向),实验证明,两者比例约为3∶1。因此,纸张在各个方向上的吸湿变形量都是不均等的。 抗张强度:纸张的抗张强度指标主要为裂断长、耐折度、撕裂度等方面。由于纤维本身具有一定的强度,所以纸张在沿纤维流向上抗张强度大,而垂直于纤维流向的方向上抗张强度相对较小。两者的比例约为2∶1。 吸收性:当油墨作用在纸张上时,纸张中的毛细管吸收油墨中的连接料,并且在纸张的各个部位和各个方向上,纸张对油墨的吸收速度是不一样的。一般纸张表层的吸收速度是不一样的。一般纸张表层的吸收速度大于其内部的吸收速度;在平面方向上的吸收速度大于在厚度上的吸收速度;在纵向上的吸收速度大于在横向上的吸收速度。 挺度:在纸张的纵向,由于纤维的连续而定向的排列,使得纸张较坚挺,而在横向,纤维与纤维间的空隙断开了纤维间的连续性,使得该方向上的坚挺度较弱。纸张在纵、横两向的挺度比约为2∶1。 2 纸张的两面异性主要表现在: 平滑度:对于纸张尤其是非涂料纸来说,纸张的正面平滑度和均匀程度要大于反面,因此,两者对于图像阶调和精细图文的再现性会有差别。 光泽度:无论是涂料纸还是非涂料纸,其正面光泽度均会优于反面,这种差别用视觉就可以鉴别出来。这主要是因为正面纤维细小柔软,压光时更易形成光滑亮泽的表面。 吸收性:纸张的吸收性包括吸收速度和吸收均匀度,就吸收速度而言,纸张反面要高于正面,就吸收均匀度而言,纸张正面要优于反面。 白度:对同等漂白条件下,纸张正面的白度会略高于反面,这主要是因为其反面纤维较粗大,灰分较多。 表面效率:实验时间,在同一纸张的两面印刷,其颜色在色强、色偏、灰度和色效率上是有差异的,这主要是因为纸张正反面的吸收性(粗糙度)和光泽度的差异而造成的结果,这种由于纸张的吸收性和光泽度而影响油墨颜色效果的综合效应称为表面效率。 吸湿变形量:纸张反面由于纤维较粗大,所以在两面同时吸湿时,反面的膨胀量会大于正面,从而引起纸张向正面卷曲;相反,在放湿时,反面的收缩速度或收缩量会大于正面,从而产生纸张向反面卷曲。 三、纸张各向异性和两面异性对印刷的影响 纸张各向异性对印刷的影响,纸张在印刷时其走纸方向有两种情况,一种是纤维流向与印刷方向相同,称纵向纸印刷;另一种是纤维流向与印刷方向垂直,称横向纸印刷。 纵向纸印刷在印刷机上的适性表现为进纸挺度较好,便于输纸和收纸;走纸方向的抗张强度高,纸张不易断裂,但纸张在印刷时产生的吸湿变形方向与印刷滚压方向不一致,而是相互垂直,所以印刷时纸张易起皱,而且产生的变形无法采用其他方法弥补,从而目J起套印不准。 相反,若采用横向纸印刷,则纸张在走纸时挺度不如前者,且在机械张力的作用下其抗张强度也不如前者,因此易产生输纸故障,但其优点是纸张在印刷时产生的吸湿变形方向与印刷滚压方向相同,在这种状况下会避免或减少纸张打皱,另外,还可以通过拉版的方法使图文变形量与纸张变形量达到一致,从而保证套印准确。 纸张的两面异性对印刷的影响纸张的两面异性对印刷的影响主要表现在两个方面,一个是纸张的卷曲,纸张的卷曲主要是正反两面的伸缩差所造成的。印刷时不允许采用严重卷曲的纸张进行印刷,它会造成输纸的困难和故障,印刷前应将纸张充分调湿,直至达到平直时的相对湿度,使纸张正反两面达到含水量的平衡状态。纸张两面异性的另一个影响是由于平滑度、光泽度、吸收性、颜色效率等性能的差别而导致印刷纸张尤其是非涂料纸或单面涂料纸正反两面对图文的再现性存在明显差别,因此,在产品印刷生产中,一定要分清纸张正反面,就一件印刷品而言,重要的、多色的、精细的图文安排在正面印刷,而对于次要的、单色的、精度要求较低的图文安排在反面印刷。
相关资讯
-
在同样纸张、油墨的条件下,由于操作工艺中存在问题,往往印刷后成品光泽相差较大。在不考虑印后上光处理的前提下,提高印品光泽度可用以下几种方法: 1.改进酸性润湿液。我国沿用几十年的酸性润湿液,以铬酸、磷酸为主,虽经冲淡,但PH值仍在3.5~5.6之间。酸性越强,…
2025/7/19 10:16:26
-
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
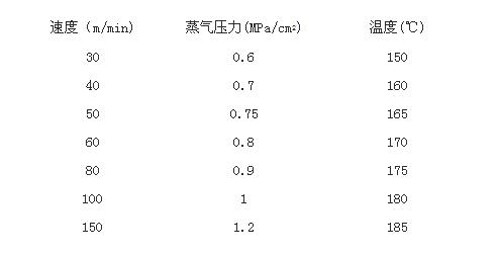
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02

共有 网友评论