耐蒸煮胶黏剂的性能要求 在生产蒸煮包装袋时,复合过程中不能使用普通胶黏剂,必须使用耐蒸煮胶黏剂。目前国内能够生产耐蒸煮聚氨酯胶黏剂的厂家已有很多家,产品的耐温性能及复合性能已基本达到同类进口胶黏剂的水平。 评定耐蒸煮胶黏剂质量优劣的指标如下。 (1)初黏力要求一般较高。 (2)反应速度较快,熟化时间较短(塑塑复合产品48小时以内,铝塑复合产品72小时以内)。 (3)涂布量少,黏接强度高,热封强度高,耐温性要好。 (4)稀释黏度较低,可高固态作业,且涂布性良好。 (5)应用范围广,适用于各种薄膜。 (6)具有良好的耐抗性(耐热,耐冻辣等)。 (7)符合卫生指标,无毒、无异味。耐酸 一般来说,要选择高固含量、低黏度、初黏力高、蒸煮前后剥离强度高、具有较高食品卫生安全性和质量稳定性的胶黏剂产品。耐蒸煮胶黏剂的应用工艺 1。胶液的配制 首先,要掌握好聚氨酯胶黏剂的主剂与固化剂的配比。有些聚氨酯胶黏剂的主剂与固化剂之间的比例在一定范围内是可调的,并且有一个最佳的配合比例。但是,有些胶黏剂在使用时要严格遵循一定的主剂与固化剂配比要求,非特殊需要时不可轻易改动。否则,固化剂用量过多会使复合膜变硬:固化剂用量过少会使交联反应不充分,产生黏性等问题。 其次,采用的乙酸乙酯稀释溶剂,要求其含水量(包括醇类)不能超过0.2%,最好在0.15%以下。含水量过高,胶层不干或发脆,复合膜的剥离强度会明显下降。 2.胶黏剂涂布量的控制 在胶黏剂工作黏度许可条件下,尽可能选择高浓度作业,可以节省溶剂,降低复合膜中的残留溶剂量。另外,在生产蒸煮包装袋产品时,涂胶量一般要比普通产品高一些,以保证复合制品蒸煮后的剥离强度。 由于胶黏剂工作浓度高,为了保证合适的胶黏剂涂布量,应选用网线数较低的涂布辊。一般地,生产蒸煮包装袋产品时,选择网线数在80~100线/英寸的涂布辊,胶黏剂的干基涂布量控制在4.0—5.0g/m2。 3.干燥温度 由于涂胶量较大,要控制烘道温度和排风状况,保证胶黏剂充分干燥。干燥温度太低,会使溶剂挥发不充分,易使复合制品产生臭气,同时还会直接影响复合强度。但干燥温度不能太高,否则会使胶黏剂涂层表皮结膜,影响涂层内溶剂的挥发,造成溶剂残留。一般地,干燥温度控制在60℃—70℃—80℃三个梯度范围内。 4.复合温度和复合压力 在干式复合中需要对复合辊加热,目的在于:软化胶黏剂,增加黏性,使其均匀分布在薄膜上;同时保持胶黏剂的热熔反应状态,便于同其他基材黏合。一般地,复合温度控制在50-60℃。 复合压力对复合制品的影响主要有两点:一是影响复合牢度,二是影响复合膜的透明度。最佳的复合压力在2.5—5.0kg/cm2。 5.环境 复合操作时,必须保持环境空气干燥不得超过85%,否则会影响复合牢度。 6.熟化 由于复合时涂胶量较大,复合膜的熟化温度可适当提高一些,熟化时间也可适当延长一些。一般来说,生产蒸煮包装袋的复合膜要在50~60~C下放置48小时以上,最好72小时以上,以使胶黏剂充分交联固化,保证复合强度,并有利于降低复合膜的溶剂残留量,防止蒸煮包装袋出现异昧。浙江新东方油墨集团有限公司 肖海依信息来源:印刷技术
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
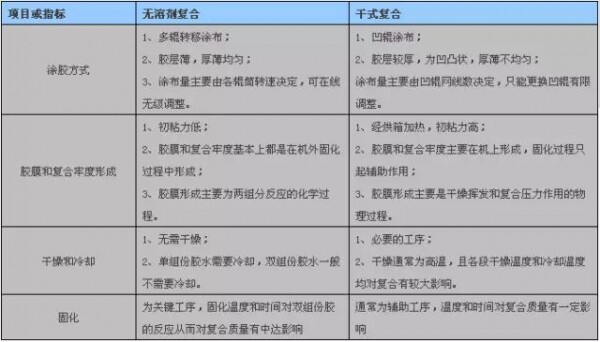
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论