2 结果与讨论 2.1 乳液的物理性能2.2 反应温度的影响 由于异氰酸酯基与活泼氢的反应对温度很敏感,随着反应温度的上升,交联反应比链增长反应更容易进行,在高温下,体系粘度急剧增大形成凝胶。本实验反应温度从80°C到50°C之间进行了多次试验,发现反应控制在50~60度为宜,在此温度范围内,反应进行比较平缓,反应时间约需3小时左右,形成一定粘度、均匀透明的溶液后在进行中和乳化。 2.3 合成工艺的选取 蓖麻油是含羟基的烯酸甘油酯,系天然产品,反映以前必须进行脱水处理。它本身粘度较大,与TDI反应中粘度增加很快,用扩链剂使生成树脂的分子链线性增长。酒石酸经过研碎和干燥处理,溶于少量丁酮中加入体系,以羟基上氢原子与预聚体的端-NCO基反应,在大分子链上引入-COOH基,同时酒石酸还在一定程度上起到酸性催化剂的作用,抑制交联反应进行。少量的丁酮溶剂的加入可降低、调节体系的粘度,在加入碱水溶液的同时加入最后少量的丁酮,而且强力搅拌是乳化良好的关键。 2.4 酒石酸用量的影响 酒石酸(2,3-二羟基丁二酸)作为亲水单体引入聚氨酯分子链结构,而使聚氨酯分散于水中制成自乳化乳液,其亲水基团是羟基,因此乳液属阴离子型。当用量适当,一定的反应条件下能达到形成自乳化稳定乳液的结果。表2列出了酒石酸用量对乳液稳定性的影响。前已述及酒石酸在反应中的催化作用,实验发现,如果不加或晚加酒石酸,预聚体生成反应很容易产生凝胶。 由表2可见,酒石酸用量占树脂重量百分数在3.7-4.4之间都可生成稳定乳液,粘度适中,有一定的流动性。 2.5 NCO/OH比例的影响 篦麻油的主要成份是9-烯基-12-羟基十八酸的甘油脂,含量大于90%。羟值为163左右,含羟基4.94%,羟基当量为345。按羟基标准,可认为篦麻油 中含70%的三甘油脂和30%的二甘油脂,平均官能度为2.7。由于三官能度组分较多,为避免交联反应发生,除控制反应温度不要过高以外,预聚体选取NCO/OH的比例也是重要的。在比例NCO/OH=1.02~1.4进行的实验表明当NCO/OH小于1.3时不发生凝胶,此时,异氰酸酯基与总羟基(包括扩链剂、亲水单体所含)的比例小于0.8,从而保证了没有-NCO与水反应。 2.6 中和剂 原则上讲,凡是含碱性基团的化合物都可选为中和剂,本系统试验过常用的碱-氢氧化钠、氨水和三乙胺作为中和剂,结果发现,用前两种中和剂所得的乳液粒子较粗,均匀性差,而用三乙胺为中和剂时,乳液粒子较小,显得很均匀。 2.7 耐水性 胶膜吸水率与溶出率随时间的变化如表3所示。乳液胶膜的篦麻油组分的长链非极性脂肪酸疏水的,由于引入亲水基团,以及扩链剂中醚键的亲水性,使胶膜耐水性降低。在平行的四个耐水性试验中,尽管数据的重复性不够好,但给出数据的趋势是一样的,以1号试验为例,看吸水率及溶出率随时间的变化,见表3。 表3表明,胶膜在浸水一天后,吸水及溶出趋于变缓。溶出的也可能是游离的扩链剂或酒石酸盐等小分子。 2.8 乳液胶粘剂对不同材料粘接强度测试 对软性材料试验过帘子布之间、帆布之间与PVC人造革之间等材料的玻离强大测试,结果不理想,数据为2~5N/25mm,主要原因是胶粘剂在室温下很难固化,没有进一步研究加热固化的结果。对于硬性材料,如PVC硬板、铝板、木板、钢板等材料之间的粘接,发现该粘接剂对于钢板的粘接强度较好,而且测试的剪切强度与式样加热固化的温度有关。这样的基材为08F钢板。尺寸为长X宽X厚=100X25X2,单位为mm,搭接长度为12.5mm,涂胶两遍,晾置半小时合拢,室温放置24小时后,在120至200度之间洪三小时,迅速冷却后,再放置24小时,测得的剪切强度强烈依赖于固化温度, 2.9 为了寻求最佳反应条件,采用正式试验设计法进行优选 在工艺操作过程不变、篦麻油用量不变的情况下,拟定变化四个因子,A-TDI的用量; B-扩链剂的种类; C-酒石酸的用量; D-反应温度。A因子取四个水平,其余三个因子均取两个水平。将正交表L16(215)改变为正交表L16(41X212)[4],以便在二水平表上能安排四水平因子。具体安排见表5。考察指标为胶粘剂粘接08F钢板的平均剪切强度试验结果,单位用N/cm2,固化温度为160度。试验用篦麻油用量为100重量份 。 经过16次试验,在上述四个因子各个水平的变化范围内均制得均匀分散的乳液,都有较好的流动性,可直接用作粘接多种材料顶胶粘剂。以下对各因子对剪切强度的影响大小作直观分析。表5中分别表示第J列中1,2,3,4水平对应的试验结果之和,将它们分别除以试验次数,得到分别表示第J列上因子的各个水平对应的平均试验结果。将平均值的最大值减去最小值得到各个水平的极差。极差最大的说明该因子对试验结果影响最大,而极差最小的因子则对试验结果影响较小。 通过综合比较,可得到最优的反应条件。在试验变化的范围内,采用TDI用量为29.2(重量份); 扩链剂为1.4-丁二醇; 酒石酸用量为4.17(重量份)和反应温度为60度是最佳反应条件。 3 结论 (1) 以篦麻油与甲苯二异氰酸酯为主要原料,丁二醇或一缩二乙二醇为扩链剂,以酒石酸为亲水单体,三乙胺为中和剂的水基体系,在本文所述工艺条件下能制成均匀稳定的聚氨酯乳液胶粘剂。 (2) 胶粘剂的粘接强度对固化温度有强烈的倚赖性。 (3) 通过正交试验设计法优选的反应条件是:篦麻油用量为100重量份;TDI用量为29.2份; 酒石酸为4.17份; 扩链剂用1.4-丁二醇;反应温度为60度。
相关资讯
-
溶剂型油墨是靠溶剂挥发干燥的,故溶剂的挥发速度直接决定油墨的挥发度。溶剂的挥发应与具体的印刷条件相匹配,过快或过慢都不好。若挥发过快,可能造成堵版、墨层光泽差等故障;若挥发速度过慢,则可能造成粘连等故障。因此选择合适的溶剂相当重要。 挑选溶剂时应当遵…
2025/5/29 7:46:27
-
纸箱厂里,任何智能化、自动化的实现都要以纸箱产品的生产品质为前提,没有品质的高效率生产是不可取的,也不是纸箱厂转型升级的方向。所以,在使用智能化设备时,纸箱厂务必把握好产品品质。本文重点讲述如何通过智能化提高套色精度与网点清晰度、提升印刷品质。 气囊…
2025/4/15 7:49:33
-
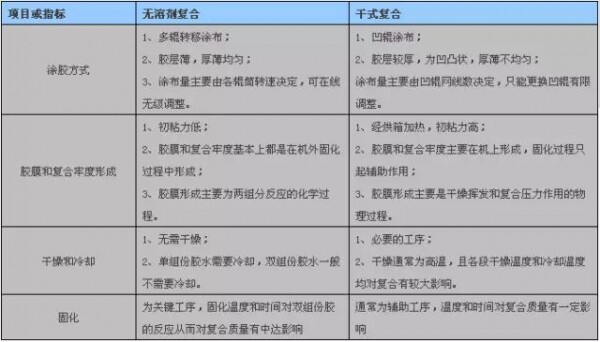
无溶剂复合与溶剂型干式复合在技术原理的差异主要体现在胶膜和复合牢度形成机理、涂布方式、各工序的作用和要求等几个方面。无溶剂与干式复合工艺技术原理上的差异:
2025/4/14 7:19:34
-
实际生产中,经常会碰到这种情况:操作人员报告某项异常故障时,往往只是简单讲述异常的现象,而不能很精准地描述具体细节。例如缺墨,顾名思义,缺了一块墨或一片墨。但实际上,缺墨现象不一样,产生的原因是完全不一样的,解决方法自然也不一样。 本文用几张具体的异…
2025/4/13 7:58:16


共有 网友评论