11月中旬,广东华兴瓶罐三部7-5机退火炉降耗改善取得成功。
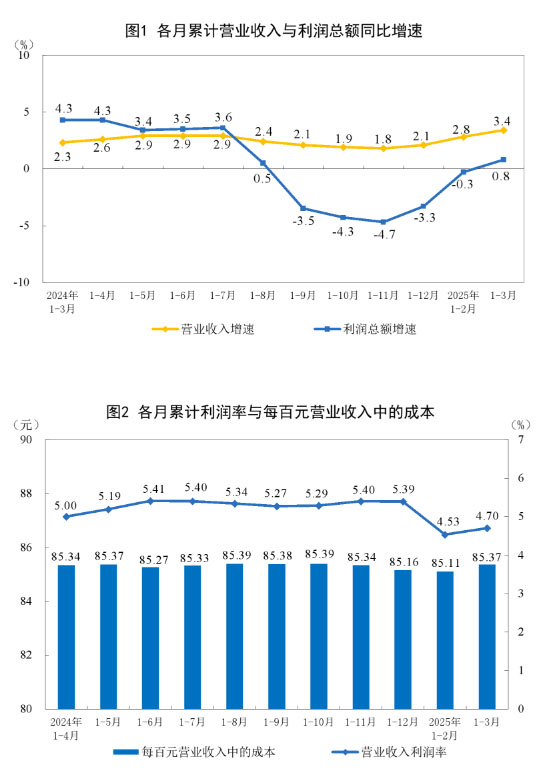
数据显示,该炉7月份日均用电1003度、8月份日均用电1371度、9月份日均用电1020度,而完成改善后,该炉10、11月份日均用电降到205.4度。
据悉,瓶罐三部准备将此成果分别向7-4、6-3机复制推广。
拥有15万吨年产能的广东华兴瓶罐生产三部,积极响应公司控制成本的要求,从水、电、气主要成本消耗方面不断进行自主创新,合理利用资源,在满足生产的前提下,降低制造成本。日用玻璃行业作为“高能耗型”制造业,随着原材料成本攀升,节能降耗是企业的头等大事。瓶罐三部将降低能耗作为成本控制的主要目标。
其中7-5机退火炉是可控硅电加热退火窑,与7-5行列式制瓶机配套使用。7-5行列式制瓶机是美国进口的OI机型十组双滴机,主要生产300克以上的小口瓶为主。7-5机退火炉退火用电量大,成为该部门控制成本的难题。据统计,从09 年5月至8月份,平均每月耗电量达26393。6度,超出公司控制标准。
为此,瓶罐三部多次组织攻关。
7月份,保全处对推瓶机推杆进行改善,由30齿改成32齿,增加网带满瓶度,减小散热空间,提升窑体内温度,减少用电量;同时,调慢网带速度,增加玻璃制瓶退火时间;在动力部配合下,退火窑1区增设变频器,调整1区风机转速。后来统计显示,改善效果并不理想。
8月份,瓶罐三部联合动力部再一次组织攻关,调整退火炉风机运转方向,由顺时针改为逆时针旋转,改变风压;退火炉一、二、三区增设变频调速,保持炉体内热均匀度,但改善效果仍旧达不到理想目标。
瓶罐三部所有员工陷入沉思,耗电源头在哪里?在困难面前,大家毫不退缩,集思广益,持续开展改善工作。
9月下旬,原瓶罐五部工艺主任余三阶调任瓶罐三部担任代经理,针对7-5机耗电量大的问题,召集部门相关人员讨论。
讨论中,余三阶表示:如果不尽快解决耗电问题,冬季来临用电量会更大,降耗工作势在必行,必须开展全线保温工作。9月份末,在保全处主任肖永权的带领下进行第一次炉头保温改善,在炉头加装保温铁板,挡住机台吹来的冷风。同时综合班采用复合硅保温涂料遮盖进行炉头保温。10月份初,综合班甘劲虎对行瓶车、转弯机上方安装保温盖板,并在盖板表面加上5CM厚复合硅保温涂料。这一系列的改善,能够保持热瓶进炉温度,热瓶散发的热量可提升炉体内温度。
改善完成之后,综合班长甘劲虎每天跟进退火用电量,发现耗电量大大降低;同时对产品退火应力检测,产品达三级应力,符合质量可控标准。


共有 网友评论