J2108A型单张纸胶印机在正常印刷中,有时会碰到色标不齐的现象,表现为色标的上下不齐(相差2mm左右)。如果色标不齐表现为纸张全部走不到位或全部走过头,比较容易进行调节与维修。如果是有时纸张走不到位,有时又走过头,而且多数是操作面的纸张走不到位,而传动面的色标或十字线比较整齐,这种情况的调节则具有一定难度。对此情况,可按照输纸顺序逐一排查。 首先,检查飞达输纸的走向:开启气泵,发现从分纸吸嘴到递纸吸嘴送纸过程,一切正常,而递纸吸嘴递纸给输纸压纸轮时,操作面的输纸压纸轮在压输纸的过程中明显慢于传动面的输纸压纸轮,即两边输纸压纸轮调节不同步。将两边的输纸压纸轮调节同步后开机试印,色标不齐的现象仍然存在。 然后,打开操作面与传动面的油箱防护罩,查看两边递纸牙靠山,发现都很正常;检查递纸凸轮上的摆动滚轮,其轴承无松动现象;摇臂和拉杆上的销轴套也没有磨损。做此检查,主要是避免递纸凸轮上的摆动滚轮中的轴承因有松动或损坏,导致摇臂和拉杆套磨损、松动产生色标不齐的现象。 又考虑到递纸牙在交接过程中,当递纸开闭牙已张开,而递纸滚筒开闭牙在这一瞬间还没有完全叼住纸张时,会产生纸张在交接过程中后移(下滑),造成色标不齐。但经检查,两者的交接过程很正常。 接着检查输纸板台,将输纸板台上的输纸带松紧调节一致,同时,检查输纸带张紧轮是否有转动不灵活的现象。排除了输纸带上的问题后,再查看拉纸规与递纸牙的交接时间,这一切都很正常。那么,到底是什么原因导致了这种色标不齐呢? . 进一步考虑:色标不齐大多是因纸张没有输送到位而引起的,如果拉纸规在与递纸牙交接时间上稍快了一些(即没有同步交接),也会造成纸张输纸到前规过慢,产生色标不齐。 将拉纸规的时间调慢一点,让拉纸规抬起时与递纸牙的交接有更充分的同步时间。这样,可使纸张在输送过程中走得更到位。 调节拉纸规的时间,将拉纸规的抬升时间调慢后开机试印,色标明显比以前好。将拉纸规抬升的时间再适当调慢些(根据印出的色标情况来决定),开机后,色标正常。 作 者: 施建国 转载自:印刷技术
相关资讯
-
合版印刷是利用适合上机印刷的纸张幅面,将多个品种的印件组合成一个大版,这样既可减少制版的数量,又能一次印刷出多个品种的产品。胶印标签由于印刷品种多,采用合版印刷更能体现出较大的成本优势。 按正常的纸张开数上机印刷,一印张上可混合拼有多种相同或不同…
2025/7/16 10:39:40
-
良好的粘合应是涂在波形瓦楞纸和面纸之间的粘合剂经过高温烘烤迅速糊化后,纸和粘合剂牢固结合,经专用设备和附件将其剥离时,撕裂的应是纸的纤维,而不应是粘合剂脱开。 瓦线使用的粘合剂,在配制过程中,主要控制粘合剂的固体含量、糊化温度和粘度。 瓦线粘合剂三…
2025/6/29 13:40:17
-
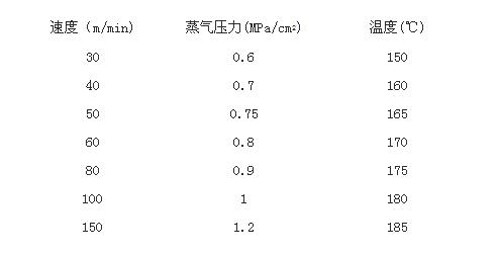
在进行印刷工作过程中,如果没有控制好印刷纸的温度和湿度,很可能会因为产生闷车现象而阻碍整个印刷过程的进行。 印刷机对纸是非常敏感的,假如温湿度控制不好,便容易使纸产生荷叶边,对印刷输纸及印品套印产生影响。 机器在正常印刷时,输纸头、前规、拉规、输纸…
2025/6/21 9:02:02
-
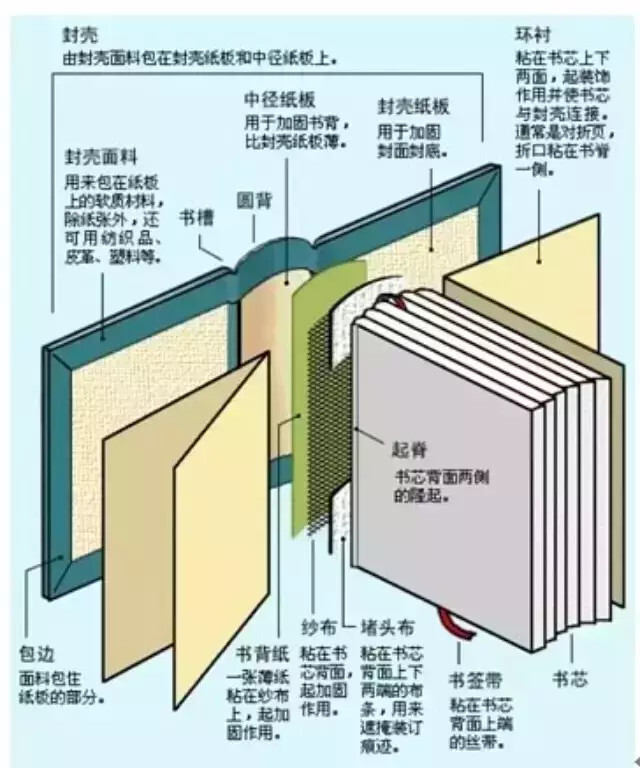
精装书工艺怎么说更专业?用一张图告诉您!快来看看吧!封壳:由封壳面料包在封壳纸板和中径纸板上环衬:粘在书芯上下两面,起装饰作用并使书芯与封壳连接。通常是对折页,粘口粘在书脊一侧书背纸:一张薄纸粘在纱布上,起加固作用纱布:粘在书芯背面,起加固作用 堵头布…
2025/6/20 8:09:21

共有 网友评论